

1.2.Конструктивные элементы режущего инструмента
Основной функцией всех типов режущих инструментов является срезание с поверхности заготовки слоя материала и получение новой поверхности с заданными характеристиками точности и качества. Материал, срезанный с заготовки, называется припуском. Одним из необходимых условий для этого является создание путем заточки или конструктивно оптимальных геометрических характеристик рабочей части инструмента. Правильная заточка обеспечивает и максимальную производительность обработки. Поэтому знание геометрических характеристик является необходимым и для рабочего, и для инженера
Режущий инструмент любого типа состоит из рабочей части, изготавливаемой из инструментального материала, и присоединительной части, которая изготавливается из конструкционного материала. Рабочая часть обеспечивает выполнение основной функции инструмента. Присоединительная часть необходима для базирования и закрепления инструмента на станке.
По способу соединения рабочей и присоединительной частей режущие инструменты могут быть цельными, составными (сварные, клееные) и сборными, с механическим закреплением рабочей части, что позволяет осуществить ее оперативную замену при износе
Рабочую часть большинства инструментов можно определить и как режущую часть, которая обеспечивает срезание припуска. На некоторых инструментах (осевых, протяжках) кроме собственно режущей части выделяют калибрующую часть, окончательно формирующую поверхность обрабатываемой заготовки.
Режущая часть может содержать – один режущий элемент (лезвие), например, токарные резцы; два и более (сверла, протяжки, фрезы, долбяки и т.д.). Многолезвийные инструменты могут в свою очередь иметь одинаковые по форме и назначению лезвия (сверла, фрезы, долбяки) и разные (протяжка имеет черновые, чистовые, калибрующие зубья).
Режущая часть инструмента состоит из следующих поверхностей (рис. 1.1):
- передней поверхности, которая контактирует в процессе резания со сходящей стружкой;
- главная задняя поверхность обращена к обрабатываемой поверхности;
- вспомогательная задняя поверхность обращена к обработанной поверхности, их может быть несколько.
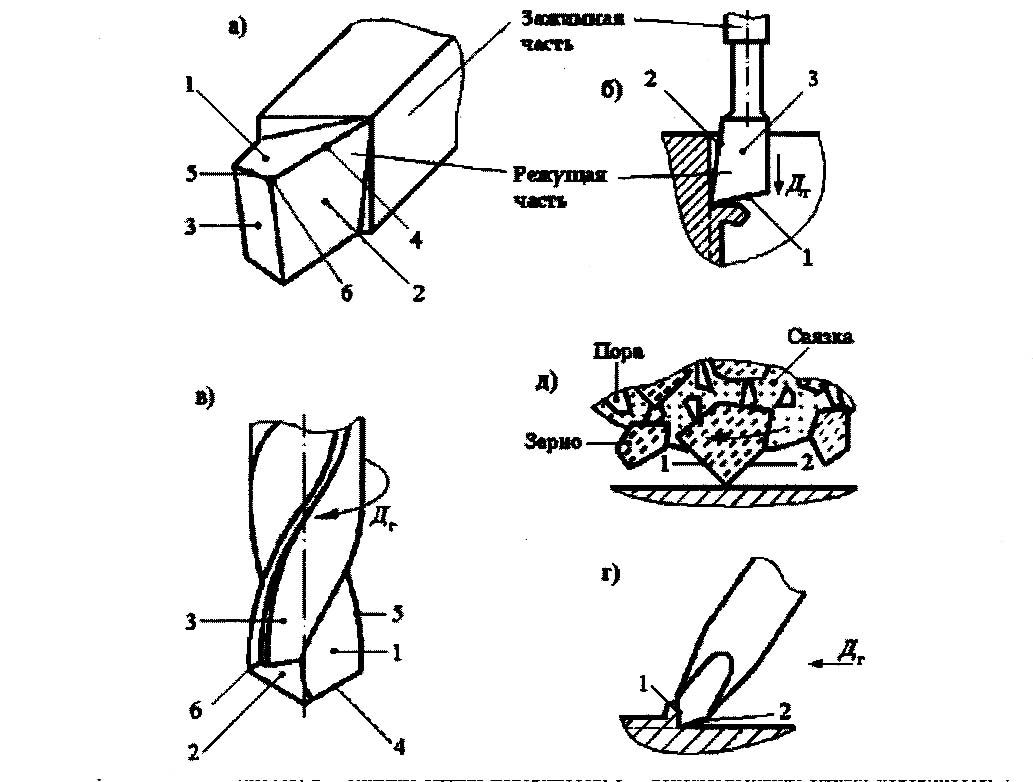
1 – передняя поверхность, 2 – главная задняя поверхность, 3 – вспомогательная задняя поверхность, 4 – главная режущая кромка, 5 – вспомогательная режущая кромка, 6 – вершина режущей кромки
Рис. 1.1 Составные части и рабочие поверхности инструментов
Линия, образованная
пересечением передней и задних
поверхностей инструмента называется
режущей кромкой. При пересечении передней
и главной задней поверхностей образуется
главная режущая кромка
![]() ,
при пересечении передней и вспомогательной
задней поверхностей образуется
вспомогательная режущая кромка
,
при пересечении передней и вспомогательной
задней поверхностей образуется
вспомогательная режущая кромка
![]() .
.
В процессе резания любым режущим инструментом на заготовке образуется три поверхности
А - обрабатываемая поверхность детали, с которой срезается припуск.
C - обработанная поверхность детали- это поверхность, с которой снят припуск.
B - поверхность резания- образуется главной режущей кромкой при ее перемещении относительно заготовки. Приближённо она является конической поверхностью, а в действительности это сложная винтовая поверхность.
Чтобы не просто срезать слой припуска, но и получить в конечном счете поверхность детали, имеющую заданную форму, необходимо выполнить интегральное движение формообразования (результирующее движение резания) – относительное перемещение заготовки и режущего инструмента в контакте друг с другом.
Поскольку во многих случаях такое движение является очень сложным, в металлорежущих станках оно реализовано сочетанием двух групп движений:
Главное движение резания – перемещение главной режущей кромки относительно обрабатываемой поверхности со скоростью резания
 обеспечивающее собственно срезание
припуска. Оно выполняется за счет
заготовки (при точении) или инструмента
(протягивание, сверление, фрезерование
и т.д.) и чаще всего является вращательным;
обеспечивающее собственно срезание
припуска. Оно выполняется за счет
заготовки (при точении) или инструмента
(протягивание, сверление, фрезерование
и т.д.) и чаще всего является вращательным;Движение подачи
 ,
в зависимости от способа обработки,
конструкции станка, выполняемое по
определенным траекториям, распространяет
процесс резания на всю площадь
обрабатываемой поверхности и определяет
ее форму. Движение подачи может быть
реализовано за счет различных видов
движения или заготовки, или инструмента.
,
в зависимости от способа обработки,
конструкции станка, выполняемое по
определенным траекториям, распространяет
процесс резания на всю площадь
обрабатываемой поверхности и определяет
ее форму. Движение подачи может быть
реализовано за счет различных видов
движения или заготовки, или инструмента.
Способы реализации, виды и сочетания движений формообразования во многом определяют как общую конструкцию режущей части инструментов, так и особенности определения ее геометрических характеристик.
Для определения и измерения геометрических характеристик режущей части инструмента приняты следующие координатные плоскости:
основная плоскость – плоскость, проходящая через рассматриваемую точку главной режущей кромки перпендикулярно вектору скорости резания, и содержит векторы скоростей подачи:
 -
продольная подача,
-
продольная подача,
 -
поперечная подача. Для продольного
точения основная плоскость горизонтальна,
для строгания - вертикальна, при долблении
- горизонтальна, а при сверлении с
вертикальной осью – основная плоскость
вертикальна;
-
поперечная подача. Для продольного
точения основная плоскость горизонтальна,
для строгания - вертикальна, при долблении
- горизонтальна, а при сверлении с
вертикальной осью – основная плоскость
вертикальна;плоскость резания – это плоскость, проходящая через главную режущую кромку и вектор скорости резания. Она проходит касательно к поверхности резания, а когда главная режущая кромка горизонтальна и расположена в диаметральной плоскости изделия - плоскость резания - вертикальна. За вектор скорости резания принимают вектор окружной скорости детали без учета вектора продольной подачи, который во много раз меньше вектора окружной скорости и не оказывает заметного влияния на величину передних и задних углов. Только в отдельных случаях, применительно, например, к сверлам, в точках режущих кромок, прилегающих к оси сверла, это влияние становится существенным.
Наряду с координатными плоскостями введены секущие плоскости, в которых определяются отдельные геометрические характеристики:
главная секущая плоскость
 ,
проходящая через выбранную точку
главной режущей кромки и перпендикулярно
проекции главной режущей кромки на
основную плоскость (рис.1.2);
,
проходящая через выбранную точку
главной режущей кромки и перпендикулярно
проекции главной режущей кромки на
основную плоскость (рис.1.2);вспомогательная секущая плоскость
 ,
перпендикулярна проекции вспомогательной
режущей кромки на основную плоскость.
,
перпендикулярна проекции вспомогательной
режущей кромки на основную плоскость.
При определении геометрии различных типов инструментов могут быть использованы и другие секущие плоскости.
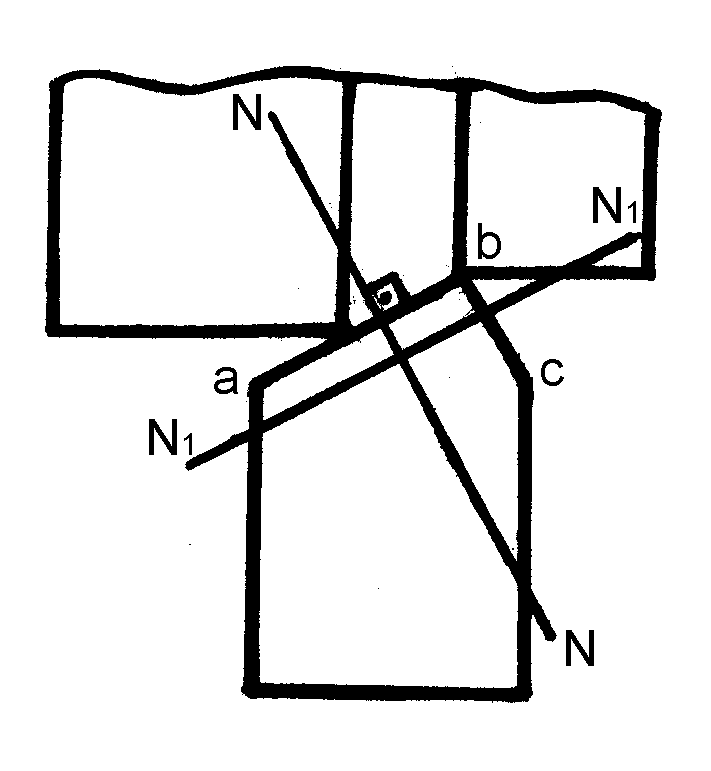
Рис. 1.2. Секущие плоскости