

4.6.1.Регулирование остаточных напряжений
Это управление их величиной и знаком. Нужно стремиться к уменьшению остаточного напряжения.
Остаточное растягивающее напряжение вызывает снижение усталостной выносливости и уменьшение прочности детали вплоть до разрыва, тогда на поверхности изделия появляются трещины. Особенно опасным в этом отношении является шлифование абразивными кругами. Поэтому можно предложить следующие мероприятия:
1. Замена абразивного шлифования электрохимическими способами обработки.
2. Шлифование кругами из синтетических алмазов или кубического нитрида боа. Теплопроводность алмаза в 10-12 раз выше, чем абразивного материала. Отвод тепла от поверхности резания лучше, температура ниже в 2-3 раза. При этом может быть переход растягивающего напряжения в сжимаемости.
3. Полирование – происходит при невысоких температурах. Преимущественное действие силового фактора – образуется только остаточное напряжение.
4. Изменение параметров режима резания при шлифовании. Наибольшее влияние на температуру оказывает скорость круга. Поэтому можно снижать скорость круга до 16 м/сек вместо 30-40 м/сек. При этом вместо растяжения получаем сжатие остаточного напряжения. Но данный прием допустим не всегда, так увеличиваются параметры шероховатости.
6. При других видах
обработки изменяется геометрия
инструмента – отрицательный угол
![]() .
Это способствует получению сжимаемого
напряжения.
.
Это способствует получению сжимаемого
напряжения.
4.7.Вибрации при резании материалов
4.7.1.Виды вибраций и способы борьбы с ними
При определенных условиях процесс резания теряет устойчивость. Потеря устойчивости технологической системы резания характеризуется возникновением вибрацией – вредных периодических колебательных движений. Колебания инструмента относительно заготовки или наоборот, вызывают периодические изменения толщины срезаемого слоя и сил резания, изменения величины и характера нагрузок на станок, которые возрастают в 10 раз и более по сравнению с устойчивым резанием. При вибрациях возникает шум, утоляющий рабочего, ухудшается качество обработанной поверхности, на ней появляется волнистость. Стойкость инструмента, особенно твердых сплавов и минералокерамики, снижается.
При возникновении вибраций приходится уменьшать режимы резания. Это снижает производительность. При резании трудно обрабатываемых материалов возникновение вибраций препятствует повышению эффективности резания, улучшению качества поверхности и повышенной точности обработки деталей.
В последние годы для облегчения процесса резания вязких трудно обрабатываемых материалов, инструменту стали сообщать низкочастотные и ультразвуковые колебания малой амплитуды. Эти колебания, управляемые по величине и направлению надо отличать от вредных колебаний вибраций.
Вибрации в процессе резания бывают двух типов:
1. Вынужденные – когда их причиной является периодически действующая возмущающая сила.
2. Автоколебания – возникают без действия этой внешней силы (они само возбуждаются в процессе стружкообразования).
Вынужденные низкочастотные колебания при резании могут быть вызваны дисбалансом, вращающихся частей станка, приспособлений, заготовки и инструмента, неравномерным припуском или самим процессом резания. Способы борьбы с ними – балансировка инструмента заготовок.
Автоколебания – с ними сложнее бороться, т.к. сила, поддерживающая эти колебания, вызывается самим движением и исчезает при его прекращении. Автоколебания вызываются источниками энергии, которые не обладают колебательными свойствами. Частота автоколебаний почти не зависит от режимов резания, а определяется жесткостью системы. Интенсивность вибраций зависит от элементов режима резания, геометрии инструмента, жесткости технологической системы резания, демпфирующей способностью материала инструмента и детали. С увеличением ширины , уменьшением толщины кромки - интенсивность вибраций растет. Увеличение угла приводит к уменьшению амплитуды автоколебаний. Существует «критическая зона» скоростей резания (~40-60 л/мл) в пределах которых, автоколебания усиливаются. В металлорежущем станке обычно рассматривают две основные колебательные системы: систему заготовки и систему инструмента. Обе системы имеют различную частоту собственных колебаний. Поэтому автоколебания при резании делят на два вида:
1.Вибрации 1 рода – низкочастотные (50-300 Гц) колебания заготовки, вызывают звук низкого тона и создают грубую волнистость обработанной поверхности.
2.Вибрации 2 рода – высокочастотные (800-3000 Гц) колебания инструмента, сопровождаются звуком высокого тона (свист) и создают мелкую рябь на обработанной поверхности.
Причинами возникновения автоколебаний при резании может быть уменьшение сил трения при увеличении скорости резания, образование и срыв нароста, периодический процесс упрочнения материала (наклеп), неоднозначность изменения сил резания при перемещении инструмента.
Способы борьбы с автоколебательными вибрациями:
Рациональная геометрия инструмента – применение виброгасящей фаски на передней поверхности шириной 0,1 мм с углом
 .
Как бы работают слегка изношенным
инструментом.
.
Как бы работают слегка изношенным
инструментом.
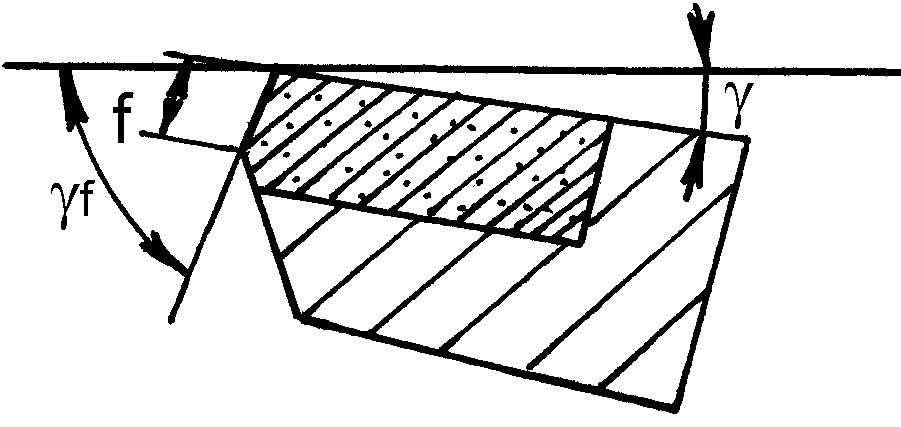
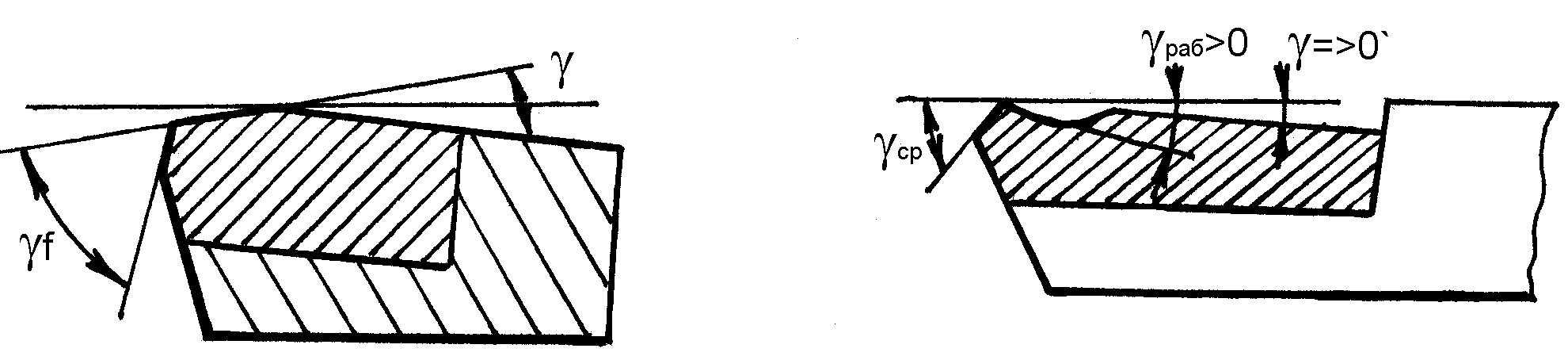
Рис. 4.60. Рациональная геометрия инструмента
Повышение демпфирующей способности колебательной технологической системы резания (применение демпфирующих прокладок, специальных демпфирующих устройств - виброгасителей).
Повышение жесткости колебательной технологической системы резания. С увеличением жесткости повышается собственная частота колебательной системы и снижается вероятность возникновения вибраций, т.к. с увеличением частоты увеличивается работа затухания системы. Применяют короткие и жесткие инструменты, жесткие приспособления, уменьшают биение шпинделя.
Уменьшение массы колебательных систем – повышают частоту и снижают интенсивность вибраций. Работают с менее интенсивными, но жесткими патронами при минимальных вылетах пиноли и инструмента.
Подводятся ультразвуковые колебания к резцу с частотой 18-25 кГц с малой амплитудой 2А=0,003-0,006 мм. Стойкость инструмента Р18 и Т15К6 увеличивается в 2 раза, а увеличение амплитуды приводит к катастрофическому износу инструмента по задней поверхности.