

3.4.1.Влияние различных факторов на усадку стружки
Для оценки влияния
различных факторов на усадку стружки
необходимо назначить такие режимы,
чтобы коэффициент усадки стружки
![]() был больше единицы. Коэффициент усадки
стружки зависит от ряда факторов:
был больше единицы. Коэффициент усадки
стружки зависит от ряда факторов:
![]() .
.
Пластическое
сжатие выполняется по следующему закону:
 .
.
Закон нарастания
напряжения в зависимости от укорочения
образца:
![]()
Напряжение,
имеющееся в процессе резания, в известной
мере характеризуется удельным давлением:
![]() ,
МПа. С увеличением параметров
,
МПа. С увеличением параметров
![]() значение
значение
![]() уменьшается. Это подтверждено
экспериментально.
уменьшается. Это подтверждено
экспериментально.
Находим
экспериментальную зависимость
![]() от
.
от
.
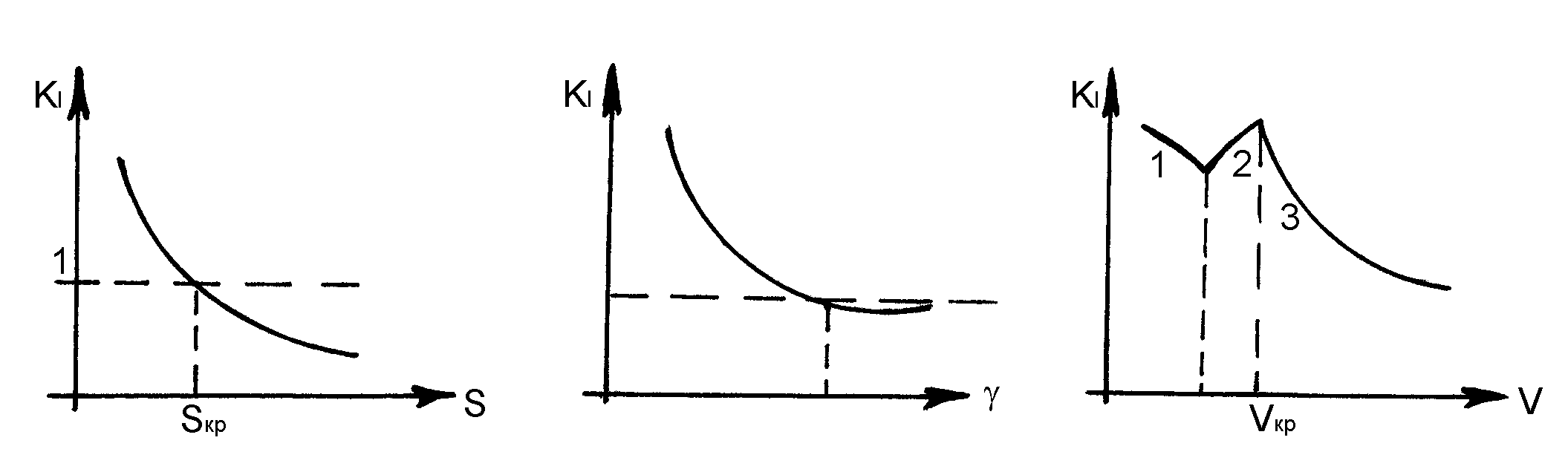
Рис.
3.26.
Зависимость
![]() от переднего угла и элементов режима
резания
от переднего угла и элементов режима
резания
Зависимость
коэффициента усадки стружки
от скорости
- неустойчива. Первая часть графика
соответствует постепенному увеличению
нароста. Во второй части графика нарост
исчезает, уменьшается угол
и
возрастает. Третья часть графика
соответствует работе без нароста, при
определенной температуре появляется
текущий слой – зона скоростного резания.
Значение
мало зависит от функции
![]() .
.
Экспериментальные
данные показали, что есть взаимозависимость
между
и
.
Необходимо брать
![]() и
и
![]() ,
чтобы
.
,
чтобы
.
Тип стружки зависит от рода и механических свойств обрабатываемого материала. При резании пластических материалов образуется три типа стружки: элементная, суставчатая, сливная. По мере увеличения твёрдости и прочности обрабатываемого материала сливная стружка переходит в суставчатую, элементную. При обработке хрупкого материала образуется чаще всего элементная стружка или стружка надлома (реже). С поверхности твёрдого материала (чугуна) элементная стружка переходит в стружку надлома.
При обработке
пластических материалов влияние углов
![]() одинаково: с увеличением
и
–
элементная стружка переходит в
суставчатую, сливную.
одинаково: с увеличением
и
–
элементная стружка переходит в
суставчатую, сливную.
При резании хрупких материалов при больших может образоваться стружка надлома, по мере уменьшения угла она переходит в элементную, при увеличении стружка переходит в элементную.
С увеличением подачи при резании пластичных материалов сливная стружка переходит в суставчатую и элементную стружку. При резании хрупких материалов с увеличением подачи элементная стружка переходит в стружку надлома. Влияние скорости на образование стружки более сложно. При резании углеродистых и легированных конструкционных сталей, исключая скорость, при которой образуется нарост, в основном при увеличении скорости стружка из элементной переходит в суставчатую и сливную стружку. При обработке некоторых жаропрочных сталей и сплавов, титановых сплавов увеличение скорости, наоборот, превращает сливную стружку в элементную.
Увеличение скорости при обработке хрупких материалов сопровождается переходом стружки надлома в элементную стружку, с уменьшением размеров отдельных элементов.
В производстве в настоящее время основными типами стружки при резании пластических материалов является сливная (чаще) и суставчатая (реже). При резании хрупких материалов образуется элементная стружка.
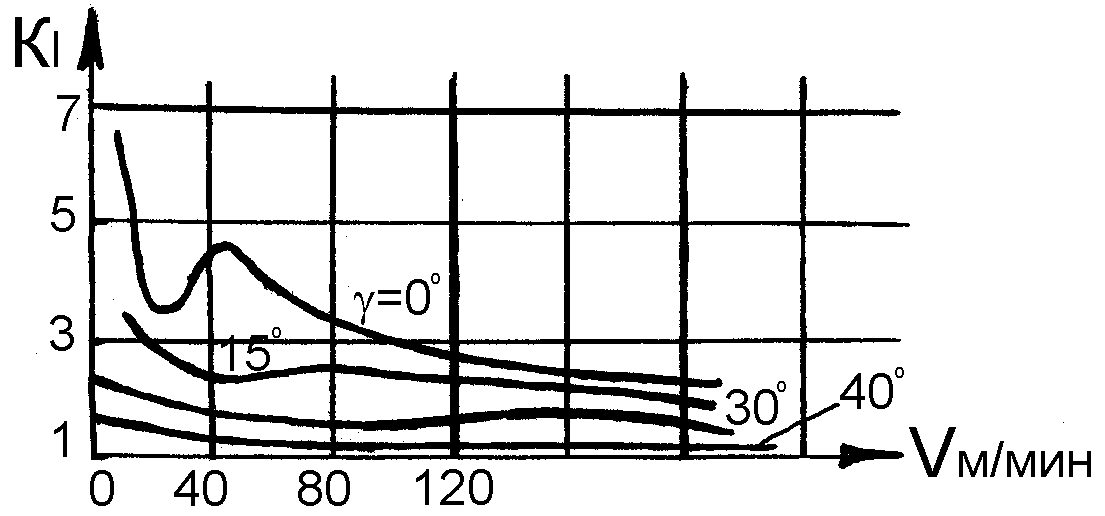
1) Пример влияния углов γ и λ на усадку стружки.
Обрабатывается
сталь 20X при следующих параметрах:
![]() ,
,
![]() мм,
мм,
![]() мм.
мм.
При увеличении
угла
–
уменьшается, а горбы сглаживаются, так
как при увеличении угла
– нарост исчезает при больших скоростях.
При
![]() скорость практически не влияет на
коэффициент усадки стружки (рис. 3.11, а).
скорость практически не влияет на
коэффициент усадки стружки (рис. 3.11, а).
а)
б)
Рис.
3.27.
Зависимость
![]() от скорости при различных значениях
углов
и ширины срезаемого слоя
от скорости при различных значениях
углов
и ширины срезаемого слоя
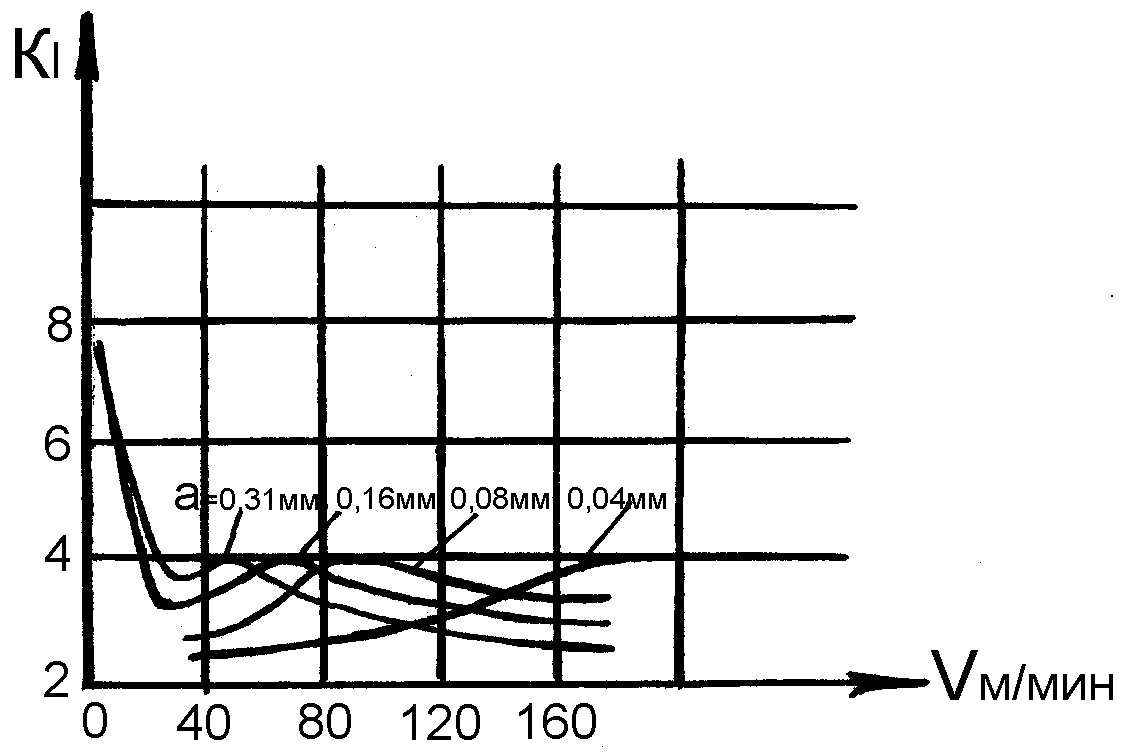
2) Влияние на коэффициент усадки стружки толщины срезаемого слоя
Обрабатывается
сталь 20Х при следующих параметрах:
![]() ;
;
;
;
![]() мм.
мм.
Кривые имеют горбообразный вид, для меньших значений толщины срезаемого слоя вершины горбов сдвинуты в область более высоких скоростей. При постоянном значении переднего угла достижение максимально коэффициента усадки стружки не зависит от толщины срезаемого слоя, он достигается при различных скоростях (рис. 3.11, б).
Если зависимость
![]() изобразить не в координатах
изобразить не в координатах
![]() ,
а в координатах
,
а в координатах
![]() ,
в которых
,
в которых
![]() -
температура резания соответствует
изменяющейся скорости резания, то кривые
совмещаются в одну кривую.
-
температура резания соответствует
изменяющейся скорости резания, то кривые
совмещаются в одну кривую.
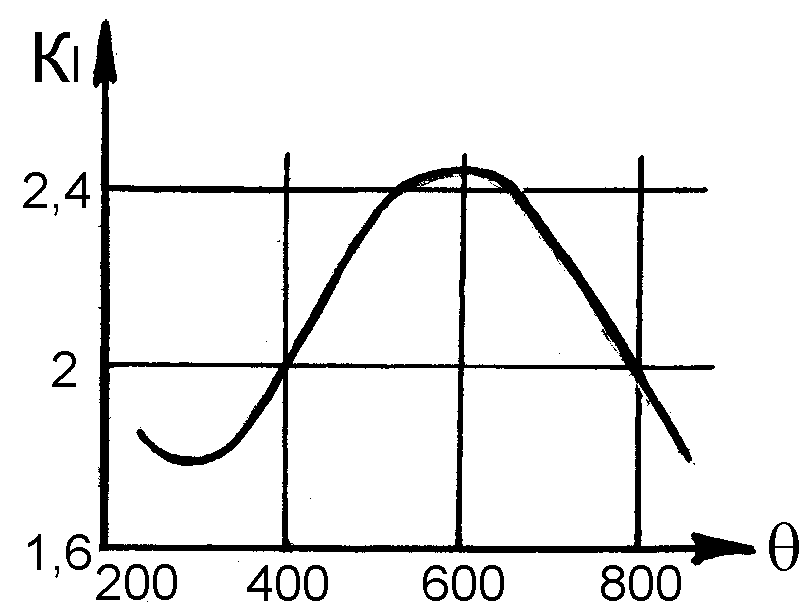
Из кривой (рис.
3.12, а) видно, что независимо от толщины
среза и скорости – впадина и вершина
кривой соответствует температурам
300˚C и 600˚C, при которых нарост получает
своё наибольшее развитие и исчезает.
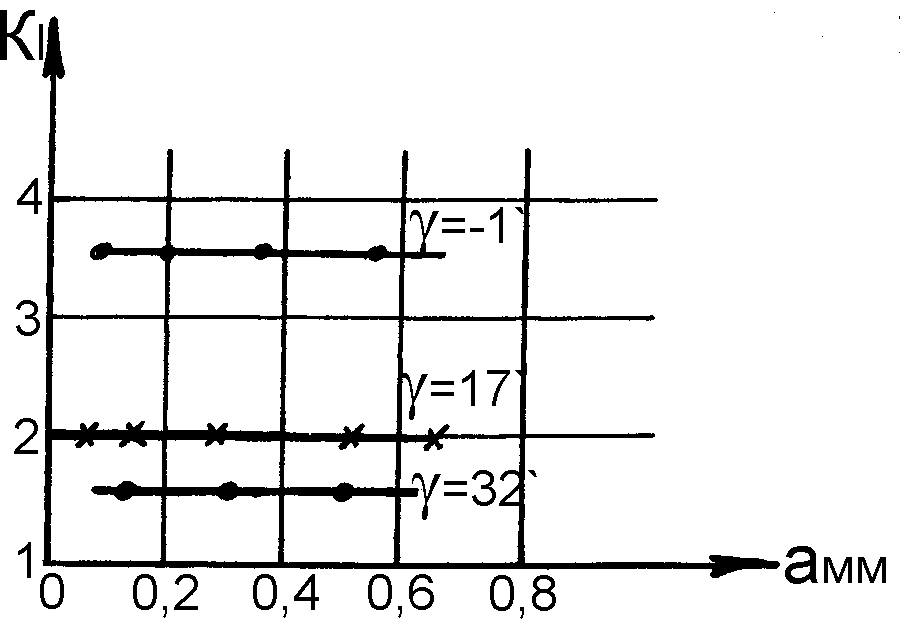
Зависимость
![]() при постоянной температуре на передней
поверхности и переменной скорости,
изменяющейся для
при постоянной температуре на передней
поверхности и переменной скорости,
изменяющейся для
![]() от
от
![]() м/мин при
м/мин при
![]() мм,
до
мм,
до
![]() м/мин при
м/мин при
![]() мм.
мм.
а) б)
Рис. 3.28. Зависимость от температуры резания (а) и ширины срезаемого слоя (б)
При постоянной температуре на передней поверхности значение коэффициента усадки стружки не зависит от толщины среза, возрастая только при уменьшении переднего угла. Изложенные данные позволили профессору Розенбергу А.М. сделать заключение о преобладающем влиянии на коэффициент усадки стружки, не толщины срезаемого слоя и скорости, а температуры на передней поверхности. Смазочно-охлаждающие технологические средства, снижающие коэффициент трения уменьшают коэффициент усадки стружки. Эффект от влияния смазочно-охлаждающего технологического средства тем сильнее, чем меньше толщина срезаемого слоя и скорость резания.