

Плазово-шаблонный метод производства ла.
В этом случае проектирование и увязка наружных контуров агрегатов осуществляют не только на бумаге в масштабе, но и в натуральную величину на физических носителях информации. Сами же детали изготавливают не по чертежам, а при помощи этих носителей информации, с которых переносят на эти детали и оснастку заданные форму и размеры. Т.е. сущность метода состоит в использовании единой системы жестких носителей форм и размеров взаимно-сопрягаемых элементов конструкции для изготовления и геометрической увязки их между собой. В основе лежит теоретический плаз агрегата вертолета. При этом методе заданные формы и размеры различных деталей, входящих в состав каждого узла, получают при помощи конструктивных плазов и изготавливаемых по ним производственных шаблонов.
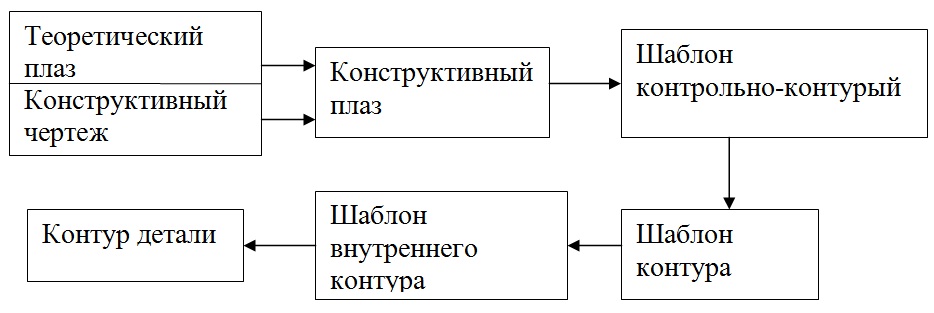
Основным источником информации является конструктивный плаз, вычерченный в масштабе 1:1.
Шаблоны представляют собой копии контуров деталей и отражают:
контрольный контур (ШКК)
контур (ШК)
внутренний контур (ШВК)
Шаблоны это есть плоские детали, выполненные из достаточно жесткого материала, контур которых совпадает по форме и размерам с сечениями рассматриваемой детали. Все размеры на шаблоне берутся с теоретического плаза.
ШКК изготавливают на плоские узлы типа нервюр, шпангоутов, лонжеронов. Контур ШКК точно воспроизводит теоретические обводы узла, а на одной из его плоскостей вычерчиваются контуры сечений деталей, лежащих в плоскости узла.
Шаблоны контрольно-контурные предназначены для:
конструктивной и геометрической увязки деталей, расположенных в плоскоятях данного узла
изготовления и увязки шаблонов, необходимых для изготовления приспособлений
изготовления и увязки узлового компонента шаблонов, необходимого для изготовления деталей. Составляющих данный узел
Конструктивная и геометрическая увязка выполняется путем вычерчивания в натуральную величину сечения всех деталей, лежащих в плоскости данного узла.
ШКК изготавливается по таблицам координат, теоретическому плазу (откуда снимается контур и переносятся оси) и чертежах узлов или агрегатов.
Конструктивный плаз (КП) полностью повторяет ШКК с той разницей, что КП вычерчен на прозрачном пластике.
Отпечаток контрольный (ОК) применяется для изготовления, увязки и контроля узлового и детального комплекта шаблонов. Он представляет копию КП и изготавливается из листовой стали.
При изготовлении шаблонов всегда существует погрешность их обработки и отклонение от исходных значений на чертеже. Рассмотрим, каковы же возможные отклонения детали от чертежа при плазово-шаблонном масштабе. Данные даны согласно опыта заводов-изготовителей.
Источник информации |
От какого источника даны отклонения |
Допускаемая точность изготовления, мм |
Конструктивный плаз |
Теоретический чертеж |
+0,15 -0,15 |
ШКК |
Конструктивный плаз |
+0,15 -0,15 |
ШК |
ШКК |
+0,2 -0,2 |
ШВК |
ШК |
+0,2 -0,2 |
Контур детали |
ШК, ШВК |
+0,15 -0,15 |
Мы знаем, что чем длиннее размерная цепь, тем суммарное отклонение будет больше, т.к. мы имеем дело со сложением погрешности составляющих звеньев. Уже конструктивный плаз от теоретического чертежа будет выполнен с погрешностью ±0,15, а шаблон контрольно контурный выполняется от конструктивного плаза с точностью ±0,15 мм, а от теоретического чертежа уже его погрешность будет составлять ± 0,3 мм. Шаблон контура (ШК) выполняется от шаблона контрольно-контурного (ШКК) с точностью ± 0,2 мм, а оси теоретического чертежа погрешность будет составлять ± 0,5 мм. Теперь деталь выполняется от шаблона контура (ШК) с погрешностью ± 0,5 мм, а от теоретического чертежа это уже будет ± 1 мм. Вот такая цепочка определения погрешности изготовления детали при плазово-шаблонном методе.