

Литература
1. Бабушкин а.И. Методы сборки самолетных конструкций. М.:Машиностроение,1985.
2. Крысин В. Н. Слоистые клееные конструкции в самолетостроении- 228с. М.: Машиностроение, 1980.
3. Панин В.Ф. Конструкции с сотовым заполнителем. М.: Машиностроение, 1982.
4. Современные технологии авиастроения. Коллектив авторов: под ред. А.Г. Братухина, Ю.Л. Иванова. –832с. М: Машиностроение, 1999.
5. Справочник технолога-машиностроителя. Коллектив авторов: под ред. А.Г. Косиловой и Р.К. Мещерякова. В 2-тт М: Машиностроение, 1986.
6. Технология самолетостроения. Абибов А.М., М: Машиностроение, 1980
7. Технология выполнения высокоресурсных заклепочных и болтовых соединений. М: Машиностроение, 1975
8. Технология сборки самолётов: Учебник для студентов авиационных специальностей вузов-456с. В.И. Ершов, в.В. Павлов, м.Ф. Каширин, в.С. Хухорев. М.: Машиностроение, 1986
9. В.В. Павлов, В.А.Медведев, В.С. Хухорев. Технология сборки самолётов и вертолетов. Т1 – Теоретические основы сборки. М., МАИ, 1993,
4. Назначение точности аэродинамических обводов сборочных единиц летательных аппаратов (ла)
На стадии разработки конструкторской документации (КД) вертолета (самолета) точностные характеристики аэродинамических обводов агрегатов и изделия в целом регламентируются «Руководящими техническими материалами (РТМ) 1.4.1377-80. Система увязки геометрических параметров узлов и агрегатов летательных аппаратов» и «Методическими указаниями (МУ) 1.4.1811-87. Распределение допусков на точность обводов по процессам изготовления обводообразующих деталей и сборки узлов и агрегатов», разработанные НИАТ. На основании общего вида ЛА в ОКБ разрабатывают нивелировочно – регулировочную схему (НРС), которая регламентирует точность формы, размеры и взаимное расположение агрегатов (рис.1). В НР схеме указывают допустимые величины отклонений в линейных и угловых величинах (табл.1). Нивелировочной точкой является заклепка, установленная на наружной поверхности агрегата. Положение реперной точки на агрегате наносится в стапелях сборки по спецфиксатору (керн), с последующей постановкой заклепки, кернением закладной головки заклепки и засверловкой лунки в ней (в головке), с заливкой лунки краской красного цвета. В процессе разработки конструкторской документации в технических условиях (ТУ) на планер вертолета (самолета) регламентируют величины допустимых отклонений обводов от теоретических. Точность обводов агрегатов назначается исходя из аэродинамических требований предъявляемых к летательному аппарату.
Таблица 1.
Допустимые отклонения от теоретических обводов агрегатов изделия (для самолетов со скоростью полета V1 и V2 *)
Наименование агрегата |
Место на агрегате |
Допустимая величина отклонений контура в мм.
Скорости полета
V1≤400 км/час
V2≤850 км/час
|
|||||
Крыло – центральная и отъемная часть |
1. В носовой части 2. На обшивке между лонжеронами: в центральной части, на отъемной части |
±2,0
+5,0 -3,0 +3,0 -2,0 |
±1,2
±1,8
±2,0 |
||||
Закрылок |
Профиль |
±2,0 |
±2,0 |
||||
Фюзеляж |
Обводы: продольные, поперечные |
±2,0 ±2,0 |
±1,5 ±1,5 |
||||
Стабилизатор Киль |
Обводы |
+3,0
|
±1,5 |
||||
Гондолы двигателей
|
Обводы: продольные, поперечные |
±4,0 ±4,0 |
±2,5 ±2,5 |
||||
Капот |
Обводы: продольные, поперечные |
±2,0 -4,0 |
- |
||||
* И.Волошин. «Обеспечение точности обводов клепаных агрегатов Самолетов».
Указанные в таблице 1 величины являются технически и экономически достижимыми и обоснованными для изделий с различной скоростью полета. Точность обводов изделия и связанная с ним скорость полета определяют, прежде всего, технологический процесс и оснащенность сборки агрегатов. Производственные условия, средства оснащения должны гарантировать безусловную стабильность технологии изготовления агрегатов.
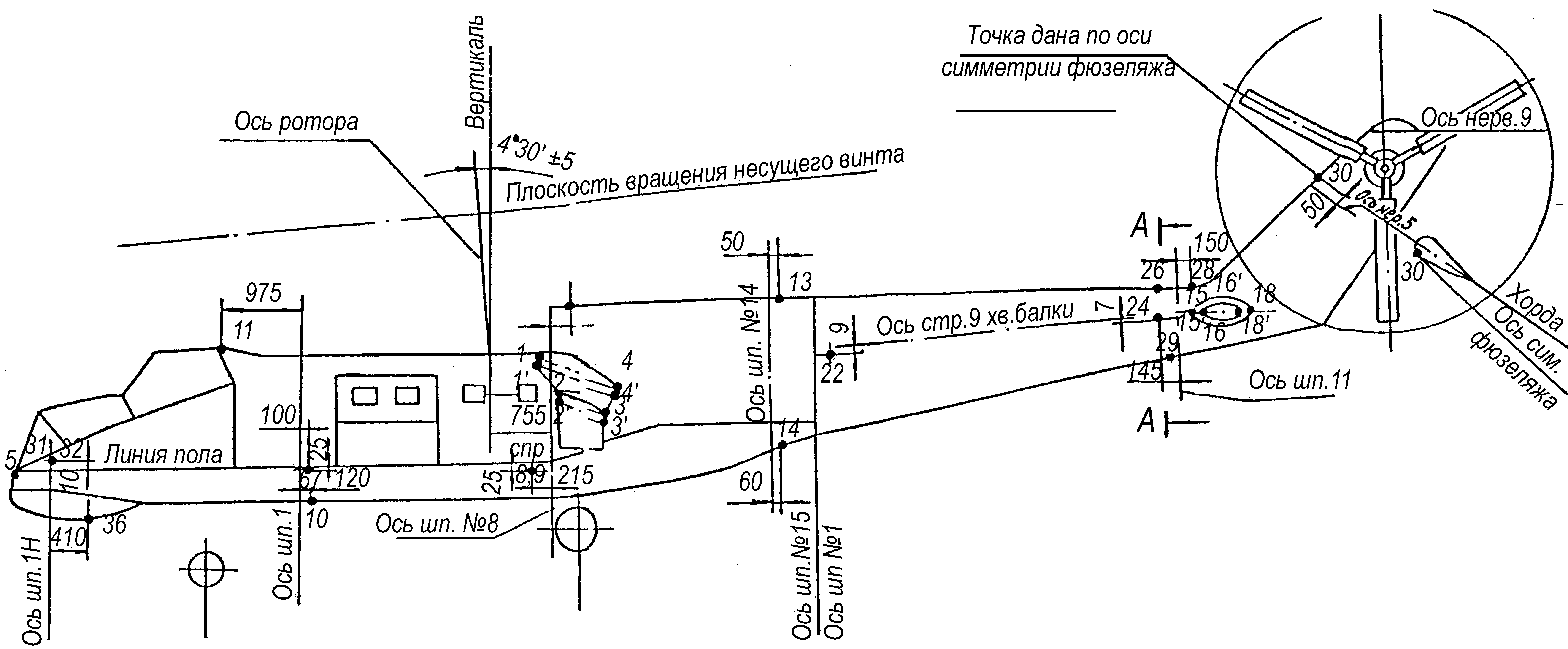
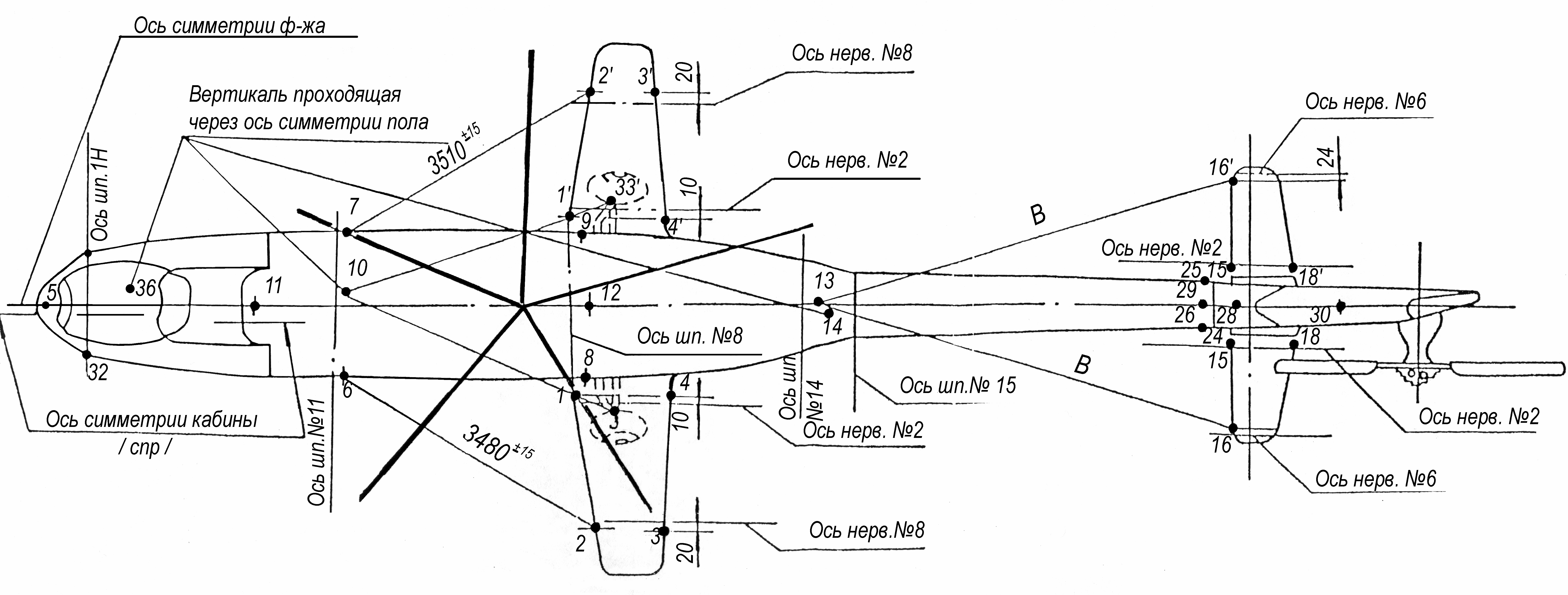
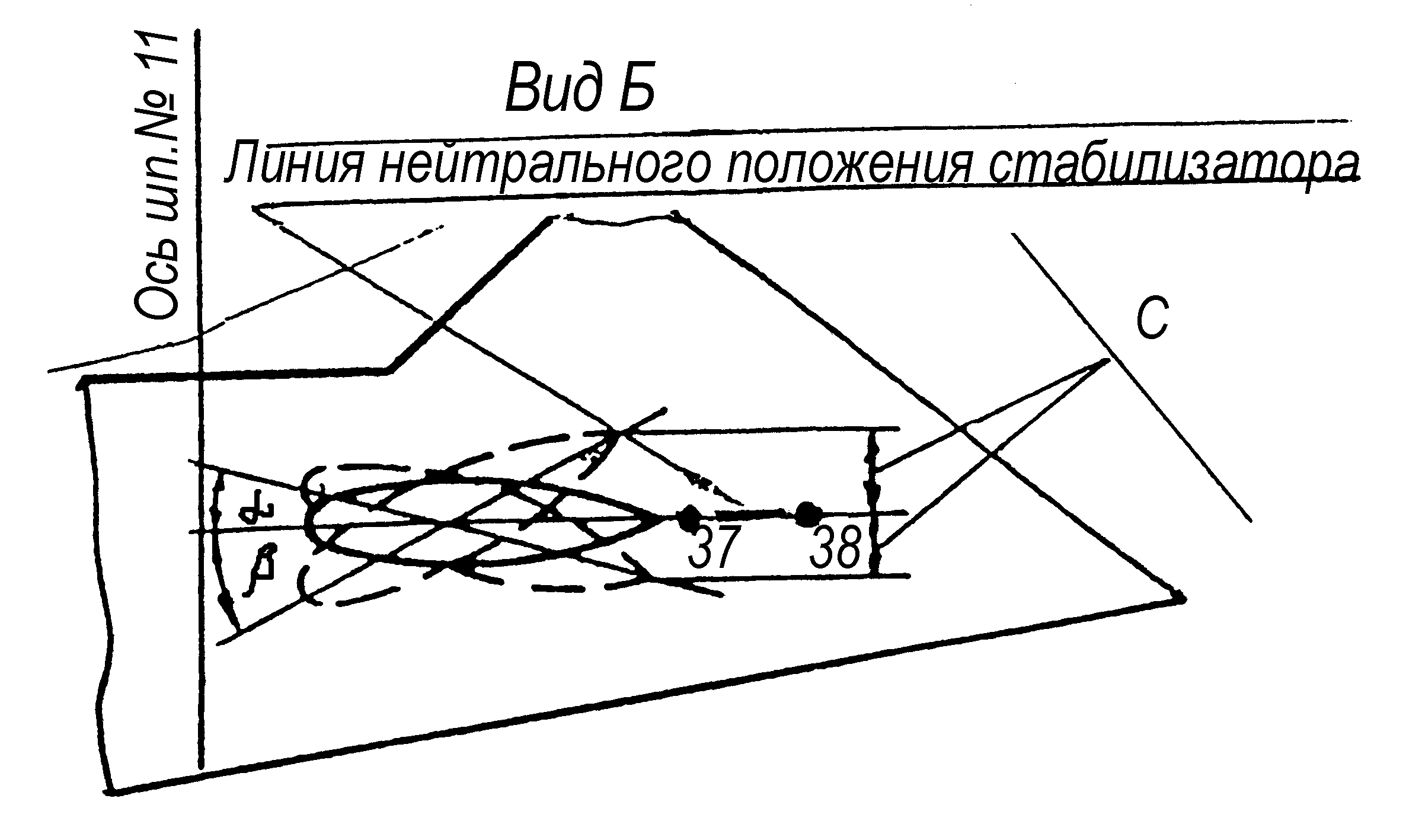
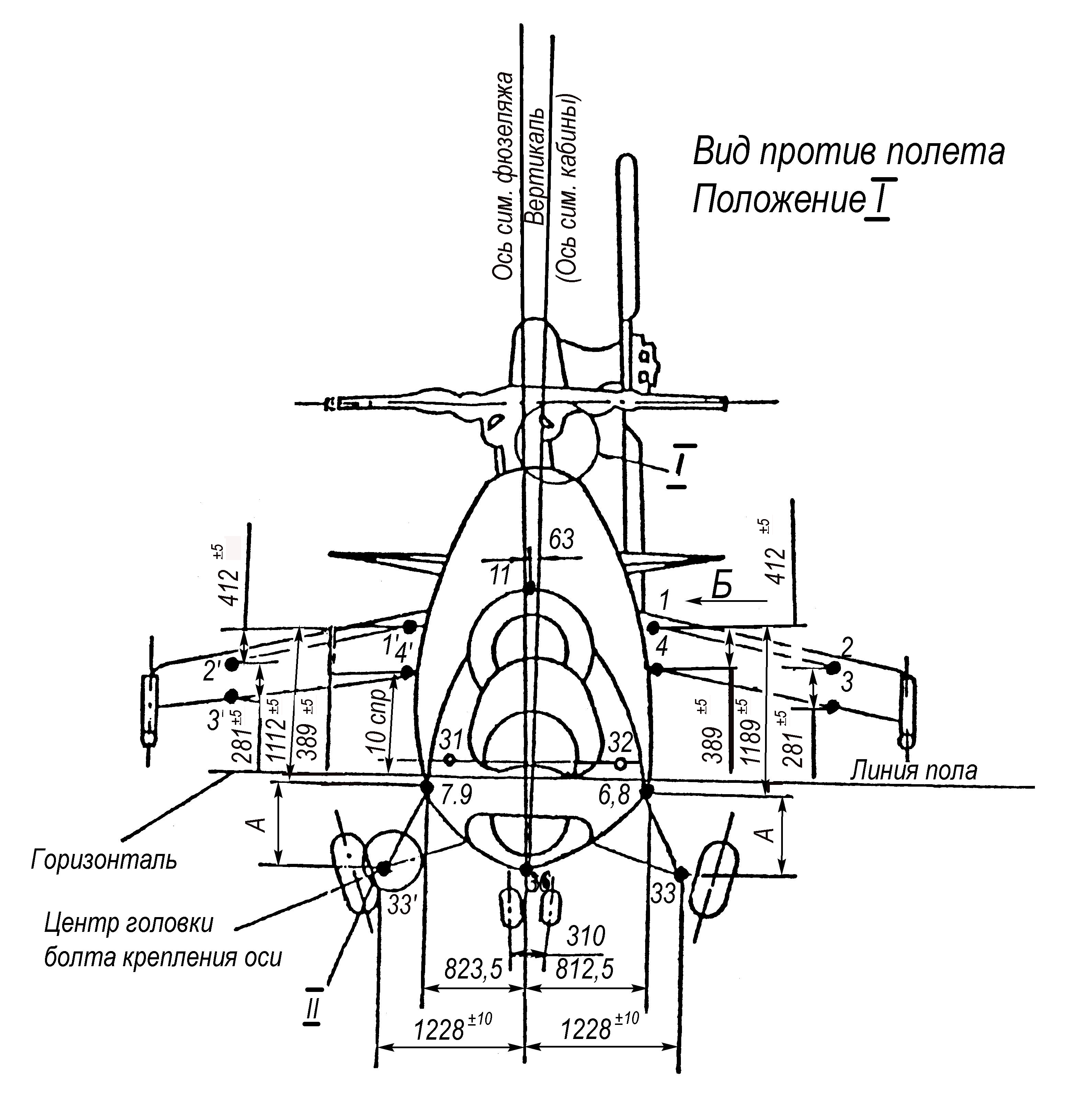

Рис. 1. Расположение реперных точек на планере вертолета Ми-26
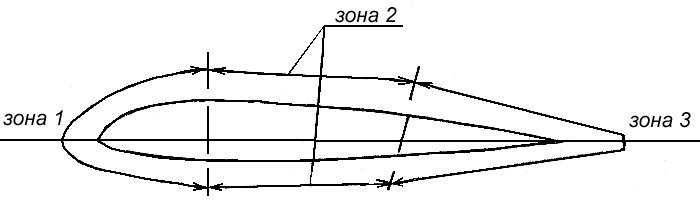
Рис. 2. Профиль крыла.
Таблица 2.
Требования к точности выполнения аэродинамических форм крыла.
Наименование |
Зона измерения |
Максимально допустимая высота h отклонения в мм |
Примечание |
Крыло (скорость дозвуковая) |
1 2 3 |
1,0 3,0 2,0 |
Самолеты с двигателя внутреннего сгорания при М = 0,5 |
Крыло (скорость, близкая к звуковой) |
1 2 3 |
0,8 1,2 1,5 |
Самолеты с турбореактивными двигателями при М = 0,8 |
Крыло (скорость сверхзвуковая) |
1 2 3 |
0,5 0,8 1,0 |
Самолеты со скоростью при М = 2,8 |
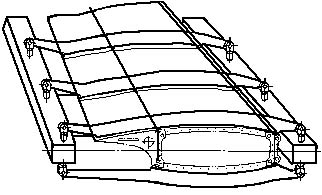
Рис. 3. Пример контроля обводов крыла эквидистантными рубильниками
С повышением скоростей полета повышаются требования к точности обводов агрегатов. Для крыла скоростных самолетов в каждой его зоне (аналогично и для других агрегатов) возрастают требования к точности геометрии и уменьшению допустимых отклонений контура (уменьшение волн и их длин). Профиль крыла с разбивкой на зоны изображен на рис 2, требования к точности аэродинамической формы крыла приведены в таблице 2. Проверка обводов крыла производится в стапеле сборки контрольными эквидистантными рубильниками (по носку, кессону и хвостовой части), которые устанавливаются на вилки основных рабочих рубильников по нервюрам (рис.3). Требования к конструкции ЛА обычно подразделяют на общие, которые обязательны для всех частей планера и специальные, связанные с назначением отдельных частей конструкции. К числу общих относятся аэродинамические требования. Для вертолета Ми 24 и его модификаций в технических условиях (ТУ) на фюзеляж отклонения контура от теоретического допускаются в пределах ±2мм; при этом допускается ступенька по всем стыкам агрегатов в пределах – 2мм; для выравнивания контура допускается постановка выравнивающих прокладок из Д16АТ толщиной до 2хмм.
Для вертолета Ми 28 в ТУ на фюзеляж отклонения контура агрегатов по базовым шпангоутам (носовой и центральной частей фюзеляжа – НЧФ и ЦЧФ, балок хвостовой и килевой) регламентировано в пределах ±1,0; по остальным (промежуточным) ±2,0мм. Соединение агрегатов фюзеляжа выполнено технологическими стыками по стыковым шпангоутам НЧФ и ЦЧФ, с балками хвостовой и килевой путем постановки стыковых лент (рис.4).
Лопасти несущего винта вертолета работают в скоростном режиме близком к скорости М. В связи с этим контроль контура лонжерона и хвостовых отсеков проводится спец оснасткой – шаблонами и в спец приспособлениях.
Допустимые величины отклонения контура лонжерона лопасти Ми 24 (плавный зазор от шаблона) до 0,3…0,5мм и плавные отклонения контура хвостового отсека в пределах +0,3; -0,5 на сторону (по торцевым нервюрам) и до ±0,8 в остальной части контура отсека. Объективный (инструментальный) контроль готовой лопасти Ми 24 осуществляется в приспособлении общей сборки путем обмера лопасти по базовым сечениям.
Отклонения контура отсеков лопасти вертолета Ми 28 регламентируются в пределах:
допускается местная волнистость по задней кромке оковки в пределах не более 0,5мм
допустимые ступеньки по оковкам:
по лобику до 0,2мм и до 2,0 – в плане;
на хвостовых отсеках допустимая утяжка вдоль нервюр на участке не более 25мм:
на отсеках NN 3…10 глубиной до 0,5мм
на отсеках NN 11…17 глубиной до 0,3мм.
Обмер лопастей Ми 28 (по базовым сечениям) осуществляется методом обкатки на контрольно-измерительной машине (КИМ) GLOBAL (производство Германия), обеспечивающей точность измерения в пределах 5мк (табличные данные округляются в пределах десятых долей мм). «Карта измерений» лопасти (по сечениям) является документом, подтверждающим проведение замеров, оформляется в установленном порядке и прикладывается к технологическому паспорту лопасти.
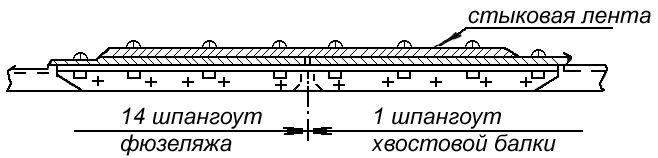
Рис. 4. Типовой технологический стык агрегатов (ленточный стык)