

Сборка по базовым поверхностям деталей
Сборка по базовым поверхностям деталей - процесс, при котором определённость базирования деталей изделий может быть достигнута путем их сопряжения с ранее установленными деталями (рис.10).
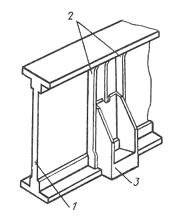
Возможность базирования детали по базовым поверхностям деталей определяется следующими условиями: -обеспечением заданной точности установки очередной детали взаимным положением ранее установленных деталей; -отсутствием ограничения для приложения фиксирующей нагрузки; -достаточной жесткостью базовых элементов и их способностью воспринимать фиксирующие и другие нагрузки, возникающие при сборке. Точность установки детали определяется точностью сборочной базы, образованной поверхностями ранее установленных деталей. Базирование деталей по базовым поверхностям деталей можно осуществлять также путем ориентации их относительно кромок, вырезов, подсечек и т.п., если обеспечивается фиксация базируемой детали относительно базы. |
Рис.10. Сборка по базовым поверхностям деталей. 1- лонжерон; 2- стойки; 3- фитинг |
Конструктивное оформление чертежа изделия, при сборке которого может быть использовано базирование по базовым поверхностям деталей, должно предусматривать фиксацию устанавливаемой детали одним из следующих способов: струбцинами; прижимными фиксаторами, макетными болтами и заклепками, прихваткой сварными точками.
3.4 Сборка совмещением сборочных элементов конструкций и приспособлений Сборка с базированием по отверстиям
При сборке по сборочным отверстиям необходимость обязательного изготовления общесборочного приспособления диктовалась получением эталонных деталей и корректировкой оснастки для их изготовления, с целью обеспечения точности и их полной взаимозаменяемости.
Сборка агрегатов при базировании деталей и узлов по поверхностям отверстий, выдвигая специфические требования к состоянию поставки деталей и узлов на сборку, оказывает существенное влияние на конструктивные схемы сборочных приспособлений и объём оснащения сборочного производства.
Технологическая оснастка для изготовления деталей в заготовительно-штамповочном и механообрабатывающем производствах кроме своих основных функций по образованию контуров деталей должна выполнять роль кондуктора для сверления в деталях: сборочных отверстий (СО), координатно-фиксирующих отверстий (КФО) и базовых отверстий (БО).
КФО – координатно-фиксирующие отверстия, задаваемые в поперечных сечениях вдоль строительной оси вертолёта в строгом соответствии с шагом расположения шпангоутов, нервюр, элементов стыковых сочленений агрегатов, отсеков и т.д. Положение КФО с высокой точностью выверяется по конструкторским документам на координатно-инструментальных стендах.
БО - базовые отверстия предназначены для ориентации деталей в сборочном приспособлении при сборке. В отличие от КФО базовые отверстия (БО) определяют местоположение базовых и других деталей в пределах отдельно взятого отсека, агрегата или панели.
Сборка по БО осуществляется установкой входящих деталей и сборочных единиц на базовый узел по БО, расположенным в обводах и плоскостях соединяемых сборочных единиц. Базовые отверстия являются технологическими и могут быть не связаны ни с какими другими отверстиями, имеющими конструктивный характер, и впоследствии заглушаются.