

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Е.С. Гольдберг, В.М. Михайликов, В.М. Швачун,
С.Н. Шевцов, М.Б. Флек, А.А.Филиппов.
Технология агрегатно - сборочного производства вертолётов
Учебное пособие
Ростов-на-Дону
Е.С.Гольдберг, В.М.Михайликов, В.М.Швачун,
С.Н.Шевцов, М.Б.Флек, А.А.Филиппов
Технология
агрегатно-сборочного производства вертолётов.
Учебное пособие предназначено для студентов очной и заочной форм обучения по специальности
«Технология машиностроения» со специализацией «Общая технология самолёто и вертолётостроения».
Научный редактор доктор технических наук,
профессор С.Н.Шевцов
1. |
Введение. |
4 |
||||
2. |
Конструктивное и технологическое членение летательных аппаратов, технологичность конструкции. |
5 |
||||
3. |
Методы сборки панелей, узлов, отсеков агрегатов вертолётов. |
32 |
||||
|
3.1 |
Основы производства летательных аппаратов |
32 |
|||
|
3.2 |
Основные методы увязки |
35 |
|||
|
3.3 |
Сборка совмещением сборочных баз элементов конструкций |
44 |
|||
|
3.4 |
Сборка совмещением сборочных элементов конструкций и приспособлений |
52 |
|||
|
3.5 |
Точность и технико-экономические показатели различных методов сборки |
63 |
|||
4. |
Назначение точности аэродинамических обводов сборочных единиц летательных аппаратов |
67 |
||||
5. |
Обеспечение точности обводов и взаимозаменяемости клёпаных аппаратов |
72 |
||||
6. |
Расчёт размерных цепей полей допусков при сборке летательных аппаратов |
79 |
||||
7. |
Выполнение клёпаных и болтовых соединений в агрегатно - сборочном производстве летательных аппаратов |
85 |
||||
|
7.1 |
Сборка клепаных агрегатов летательных аппаратов |
86 |
|||
|
7.2 |
Виды заклепочных швов |
86 |
|||
|
7.3 |
Процесс сборки – клепки |
87 |
|||
|
|
7.3.1 |
Операции процесса клепки |
88 |
||
|
|
7.3.2 |
Конструктивно – технологические характеристики агрегатов, узлов, панелей, отсеков клепаной конструкции |
89 |
||
|
7.4 |
Способы клепки, материал и типы заклепок |
89 |
|||
|
7.5 |
Сверлильно – клепальное оборудование |
91 |
|||
|
|
7.5.1 |
Сверлильно – зенковальное оборудование |
94 |
||
|
|
7.5.2 |
Клепальное оборудование |
95 |
||
|
|
7.5.3 |
Сверлильно – клепальные автоматы и установки |
100 |
||
|
|
7.5.4 |
Ручной механизированный инструмент |
101 |
||
|
|
7.5.5 |
Инструмент для обработки классных отверстий |
|
||
|
|
7.5.6 |
Клепальные пневматические многоударные молотки |
103 |
||
|
7.6 |
Образование отверстий и гнезд под заклепки и болты |
105 |
|||
|
7.7 |
Выполнение соединений спецзаклепками и применяемое оборудование |
107 |
|||
|
7.8 |
Инструмент для постановки спецзаклепок |
107 |
|||
|
7.9 |
Инструмент для постановки болтов, винтов |
114 |
|||
|
7.10 |
Методы и средства контроля качества клепанных швов, узлов и агрегатов |
115 |
|||
|
7.11 |
Инструкция по выполнению спец.технологических процессов |
117 |
|||
|
7.12 |
Техника безопасности при работе ручным пневматическим инструментом |
117 |
|||
8. |
Конструкция приспособлений для сборки узлов, панелей, агрегатов летательных аппаратов |
120 |
||||
9. |
Приложения: А,Б,В,Г,Д,Е,Ж |
129 |
||||
Введение
Настоящее второе издание учебного пособия по программе курса «Технология авиастроения» предназначено для вертолётостроительной специальности и обобщает большой фактический материал по агрегатно-сборочному производству. В основу настоящего учебного пособия положены материалы НИИ и ВТУЗов авиационного профиля, опыт специалистов ОАО «Роствертол» и преподавателей Донского государственного технического университета.
Многие технически решения прошли апробацию на базовом предприятии ОАО «Роствертол» в процессе освоения и постановки на производство вертолётов ОКБ им. М.Л.Миля: Ми -6; Ми -10; Ми – 10К; Ми – 24; Ми – 35; Ми – 26,Ми-28Н и их модификации и отсека фюзеляжа самолёта ТУ-204.
Курс «Технология агрегатно-сборочного производства вертолётов» является частью специальных технологических процессов изучаемых студентами ДГТУ по специальности «Общая технология производства летательных аппаратов» (специальность 151001), которая включает кроме указанного курса темы:
Технология заготовительно-штамповочного производства в авиастроении.
Разработка технологических процессов изготовления деталей летательных аппаратов на станках с ЧПУ.
Монтажно-сборочные работы и испытание систем вертолёта.
При написании учебного пособия учтено, что в соответствии с учебным планом ДГТУ студенты до изучения данного курса получают комплекс необходимых знаний по методам сборки, допускам и техническим измерениям, сопротивлению материалов, конструкционным материалам, теории резания, станкам и инструментам и.т.д.
По сравнению с первым изданием в настоящее учебное пособие внесены уточнения, и ряд глав написаны заново; пособие является кратким изложением широкого круга тем технологии авиационного агрегатно-сборочного производства, которое подробно изложено в технической литературе, указанной в разделах настоящего пособия.
2. Конструктивное и технологическое членение летательных аппаратов; технологичность конструкции.
Технология сборки планера зависит от рационального решения конструктивного оформления. Это форма внешних обводов, компоновка агрегатов, степень конструктивно-технологического членения планера и его агрегатов, расположение силового набора, конструктивно-эксплуатационных разъемов.
Технологичность летательных аппаратов определяется рациональным выбором аэродинамических обводов, основные требования к которым следующие:
простота аэродинамических форм агрегатов;
максимальное применение поверхностей одинарной кривизны, что обеспечивает повышение плотности обработки на оборудовании с ЧПУ и точность увязки конструкции агрегатов;
обеспечение преемственности аэродинамических форм агрегатов планера для новых модификаций летательных аппаратов.
Членение летательного аппарата.
Под членением понимается разделение самолета конструктивными, эксплуатационными и технологическими разъемами и станками на агрегаты, отсеки, секции, узлы и детали.
Разъем – соединение, позволяющее перемещение или полное отсоединение одного агрегата (узла) от другого без повреждения основных элементов конструкции.
Стык – любое неразъемное соединение, не позволяющее отсоединить один узел (секцию, отсек) от другого без повреждения основных и крепежных элементов конструкции.
Конструктивными называются разъемы и стыки, обусловленные различием в функциональном назначении отдельных элементов планера или особенностями их конструкции.
Эксплуатационными называются разъемы и стыки, определяемыми требованиями эксплуатации - транспортировки, замены отдельных частей планера, двигателя, оборудования.
Технологическими называются разъемы и стыки, определяемые требованиями независимого и параллельного изготовления отдельных частей вертолета.
Оптимальное членение конструкции определяется технико-экономическими расчетами. Иногда в производстве конструктивно-эксплуатационных разъемов (КЭР0 недостаточно и поэтому вводят технологические разъемы и стыки, членящие агрегаты на более мелкие сборочные единицы – отсеки, секции панели.
Сборные панели состоят из обшивки и силовых элементов каркаса. Монолитные панели – это монолитные детали, литые, прессованные, катаные, локально- штампованные.
При панелировании необходимо учитывать габариты, состав силового набора.
Наилучшие технико-экономические показатели обеспечиваются при членении агрегатов на панели, включающие обшивку, стрингеры, части на силовых шпангоутов или нервюр.
Расположение силового набора.
Технологические требования к расположению силового набора следующие:
Элементы поперечного силового набора (шпангоута, нервюры) должны располагаться в плоскостях, перпендикулярных оси фюзеляжа, гондолы двигателя или оси киля или стабилизатора;
Стрингеры и другие детали продольного силового набора фюзеляжа должны находиться в диаметральных плоскостях;
Малки всех деталей поперечного силового набора должны быть постоянными вдоль контуров;
В агрегатах, состоящих из прямолинейных цилиндрических и конических секций, шпангоут необходимо располагать на стыке в цилиндрической части секции;
Расстояние между элементами силового набора должны обеспечивать свободный подход с механизированным инструментом;
Расстояние между последовательными элементами поперечного набора должны быть кратными 50, это упрощает монтаж сборочных приспособлений с использованием плаз-кондуктора;
Узлы между смежными диаметральными плоскостями, в которых расположены стрингеры, должны быть равны между собой.
Конструктивно-эксплуатационные разъемы (КЭР) должны быть взаимозаменяемы, т.е. обладать свойствами, позволяющими производить сборку агрегата (отсека) без выполнения подгоночных работ по разъемам в пределах допусков на геометрические, механические и физико-химические параметры.
Уровень взаимозаменяемости КЭР определяется:
Видом разъема (фланцевый, дисковый, телескопический, ленточный, шарнирный, шлицевый);
Формой контура стыкуемых агрегатов (круглые, прямоугольные, эллиптические)
Расположением плоскости разъема (прямые, наклонные, ломаные, ступенчатые);
Возможностью регулирования положения элементов разъема.
Разъем можно считать технологичным, если он обеспечивает возможность качественной стыковки агрегатов (отсеков):
Без применения специальных приспособлений определяющих взаимное положение агрегатов в пространстве;
Без подгонки или совместной обработки сопрягаемых поверхностей;
При наличии свободных подходов для разделки соединяемых поверхностей и постановки крепежных элементов.
Основным фактором, определяющим технологичность разъема, является схема базирования.
Чтобы устанавливаемый агрегат был неподвижен относительно ответного агрегата, необходимо иметь место опорных точек, образующих сборочную базу со следующими свойствами:
Поверхности, линии или точки базовых элементов должны быть их изготовлены с точностью, обеспечивающей требуемую точность положения устанавливаемого агрегата относительно другого;
Базовые элементы должны обеспечивать возможность фиксации устанавливаемого агрегата.
Фланцевые разъемы наиболее технологичны.
Разъемы типа ухо-вилка накладывают на стыкуемые агрегаты избыточные связи и требуют повышения технологичности их конструкции.
Технологические разъемы желательно конструировать с повышенной жесткостью.
Ленточные разъемы можно представить как сдвоенные телескопические. Они обычно нетехнологичны. Они требуют высокие точности увязки агрегатов по обводам. Сборочными базами являются отверстия стыковых болтов на поверхности агрегатов, что требует совместной разделки отверстий под стыковые болты.
Шарнирные разъемы конструктивно выполняются по схеме разъема ухо-вилка, но накладывают только 5 связей, оставляя одну степень свободы.
Создать совершенную конструкцию может лишь конструктор, хорошо знающий возможности технологии и ее новейшие достижения. Прогресс самолёто-вертолётостроения характеризуется тесной взаимной связью между улучшениями конструкции, материалов и процессов изготовления. Поэтому конструктор обязан при проектировании самолёта (вертолёта) заботиться не только о высоких лётных качествах будущего изделия, но и о технологичности конструкции. В решениях первой производственно-технической конференции общего машиностроения (Ленинград, 1950г.) значение технологичности определено: «Создание технологичных конструкций может осуществляться лишь в результате творческого сотрудничества конструкторов, технологов, научных работников и передовиков производства. Наиболее эффективным следует считать путь разработки технологичной конструкции с момента зарождения ее задания, а не путь последующего критического анализа с соответствующим внесением конструктивных изменений». Термином «технологичность конструкции» определяют свойства конструкции, позволяющие при производстве самолета применять передовые технологические процессы. Технологичность конструкции дает возможность использования технологических процессов, наиболее экономичных для данного масштаба производства, при условии получения требуемого качества машин. То обстоятельство, что технологическая рационализация конструкции, не требуя серьезных затрат для своего осуществления, приносит большой производственно-экономический эффект, делает ее основным фактором в борьбе за рост производительности труда. При рассмотрении нескольких проектов конструкции одного и того же агрегата или самолета, критерием при выборе лучшего образца является технологичность конструкции. Лучшей конструкцией будет та, которую можно строить в необходимых количествах при наименьших затратах. Создать общие для всех конкретных случаев правила проектирования технологичных конструкций невозможно. Конструктивно планер, оборудование и системы не являются монолитными, а состоят из отдельных агрегатов, которые в конструктивном и технологическом отношении представляют законченные части самолета (вертолета). Агрегаты самолета (вертолета) могут состоять из отсеков, отсеки – из панелей, узлов и деталей. Членение планера, оборудования и систем на агрегаты вызывается конструктивными соображениями и требованиями производства и эксплуатации. Степень членения указывается на специальном чертеже – «схеме членения». Наибольшее распространение получили варианты:
членение самолета (вертолета) на агрегаты и отсеки;
членение агрегата на отсеки;
членение отсека на панели и узлы.
Первый вариант используется для разработки методов и средств обеспечения взаимозаменяемости агрегатов, варианты 2 и 3 необходимы для организации работ в агрегатных цехах самолетостроительных и ремонтных заводов. По конструкции разъемы и стыки разделяются на:
-разъем – соединение, позволяющее некоторое перемещение или изменение положения одного агрегата относительно другого (пример: соединения рулей высоты со стабилизатором, дверей со шпангоутами, крышек различного вида люков и т.д.)
-стык – такое соединение агрегатов (отсеков) между собой при котором в процессе эксплуатации самолета (вертолета) не допускается перемещение одного агрегата относительно другого.
Разъемы и стыки подразделяются на:
-конструктивные, определяются прежде всего теми функциями, которые выполняет тот или иной агрегат в конструкции самолета (вертолета);
-технологические стыки создаются из соображений целесообразной организации производства и применения оптимальной технологии изготовления деталей агрегата и их сборки;
-эксплуатационные создаются в связи с требованиями, предъявляемыми к самолету (вертолету) в процессе их эксплуатации и ремонта, а также для транспортировки самого изделия.
Разнообразие разъемов и стыков агрегатов в самолето – вертолетостроении можно объединить в группы по конструктивным признакам. Наибольшее распространение получили следующие конструкции разъемов и стыков:
вильчатые (рис.1) - наиболее широко применяются при соединении с отсеками или агрегатами (рули высоты, триммеры, в соединениях подкосов шасси, отсеков и агрегатов между собой);
ленточные (рис.2) - характерны для крепления обтекателей, стыка хвостовой балки с фюзеляжем и др.
телескопические (рис.3) - выполняют болтовыми или резьбовыми; применяются для соединения отсеков фюзеляжа, соединения тяг систем управления и каналов воздухозаборников.
фланцевые (рис.4) - применяются для соединения отсеков и агрегатов в конструкции планера.
цапфовые (рис.5) - элементарные узлы такого разъема по конструкции – это подшипники скольжения или качения; - крепление стоек шасси к планеру, двигателей к узлам фюзеляжа и др.
шлицевые (рис.6) - представляют собой роликовые подшипники в механизмах: направляющие для перемещения закрылков крыла; направляющие для соединения фонаря кабины летчиков с фюзеляжем; установка дверей и кресел на рельсах; соединение валов трансмиссии хвостового винта в опорах на фюзеляже и др.
комбинированные (таблица 1) - это соединения агрегатов, в которых плоскость стыка состоит из различных по конструкции элементарных узлов. В таких разъемах и стыках при передаче усилий от одного агрегата к другому часть болтов работает на срез, а часть на растяжение.
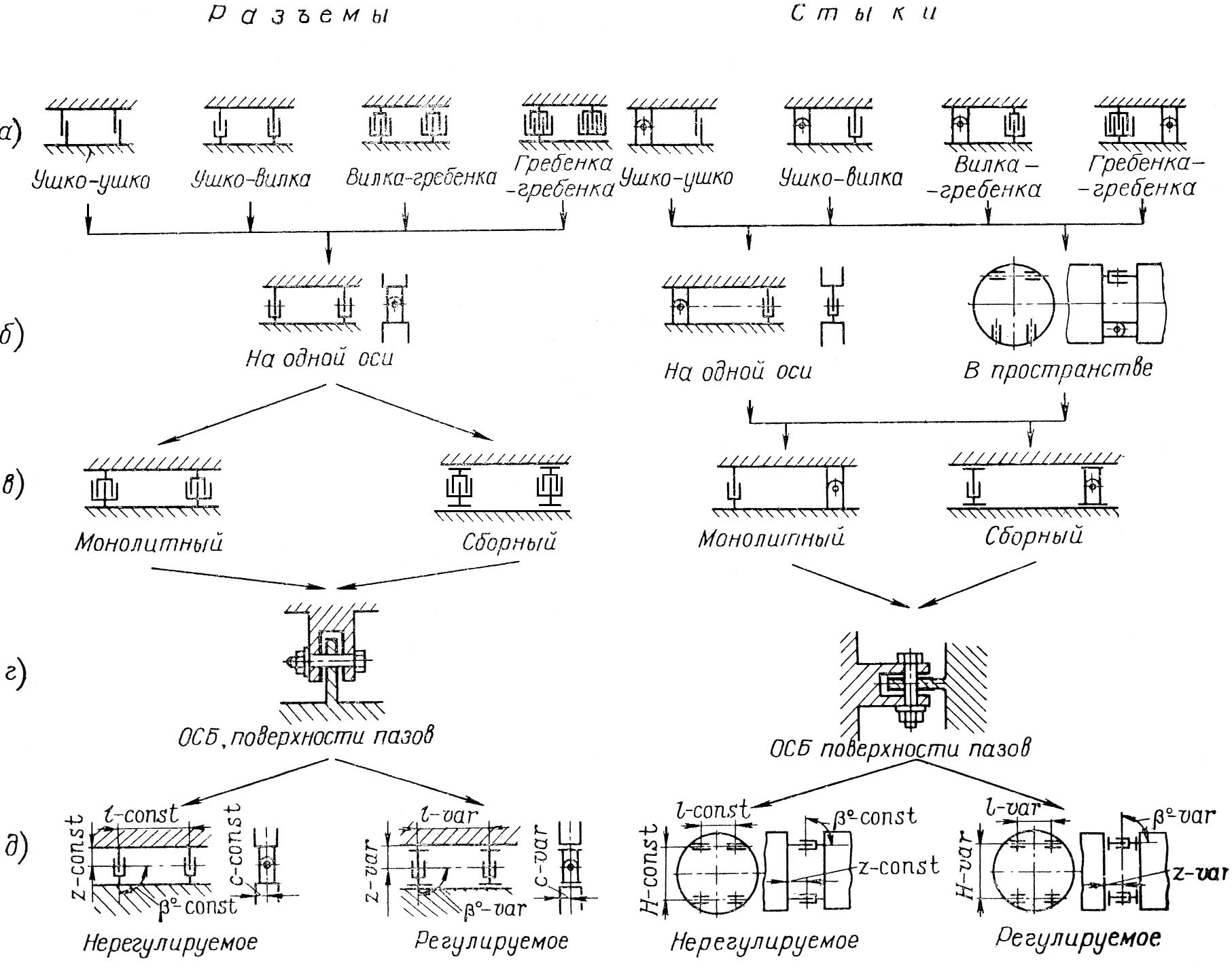
Рис.1. Конструктивно-технологическая характеристика вильчатых разъемов и стыков:
а – конструкция элементарных узлов в Р и С ;
б – характер расположения элементарных узлов в Р и С;
в – технология изготовления Р и С;
г – вид базовых поверхностей у элементарных узлов Р и С;
д – положение базовых поверхностей у элементарных узлов Р и С.
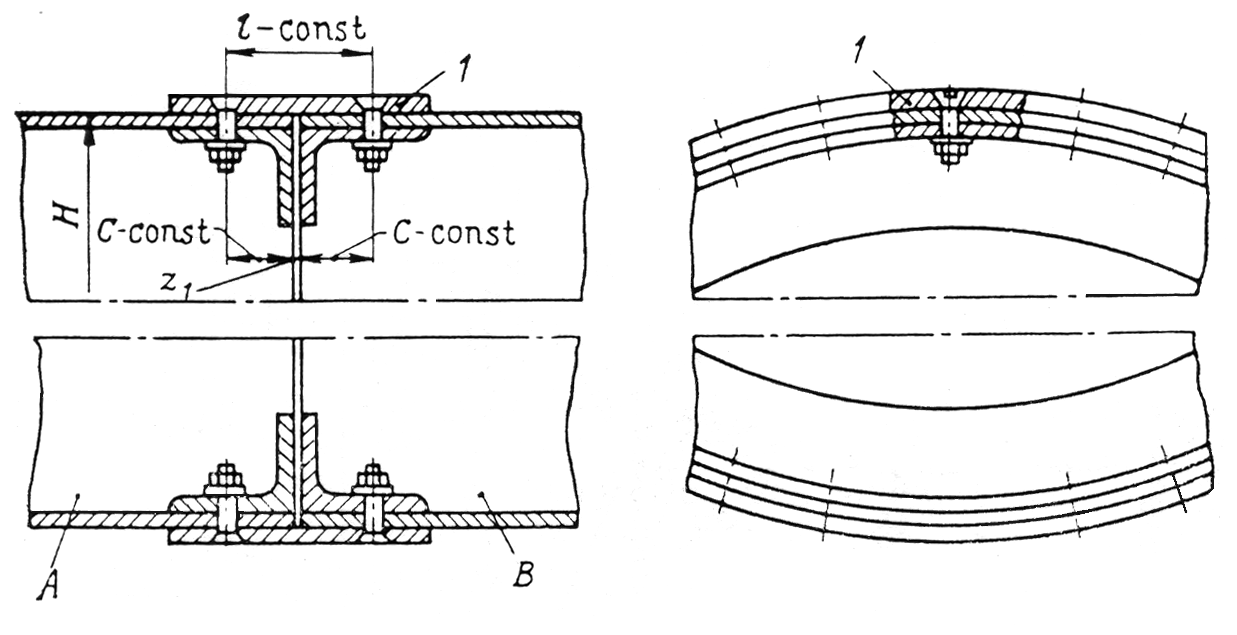
Рис. 2. Ленточный стык агрегатов А и В:
1 – лента (накладка); z1 – зазор между стыкуемыми агрегатами
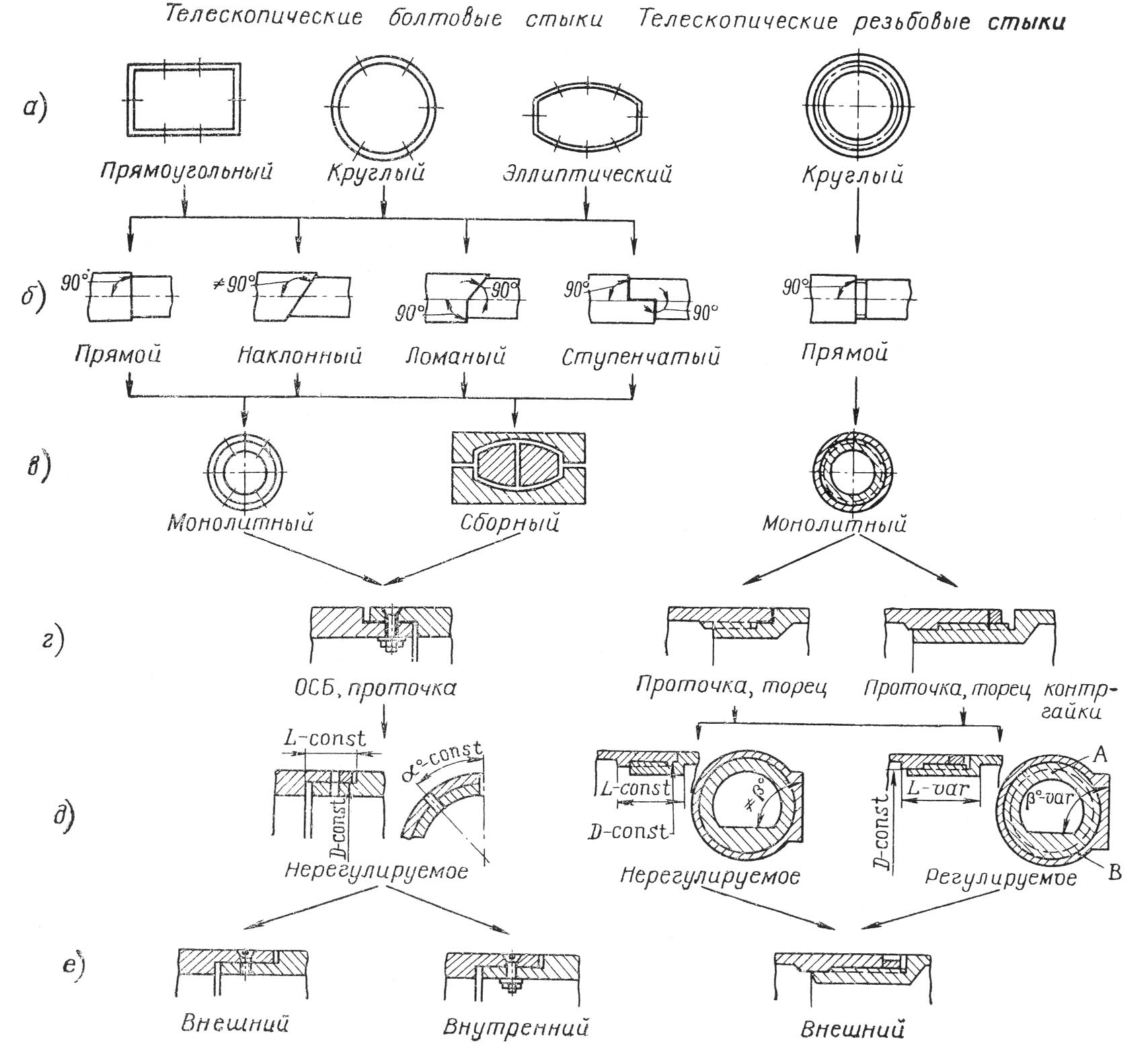
Рис. 3. Конструктивно – технологические характеристики телескопических болтовых и резьбовых стыков: а – контур стыка; б – вид плоскости стыка; в – технология изготовления; г – наименование базовых поверхностей; д – положение базовых поверхностей; е – подход к гайкам стыковых болтов.
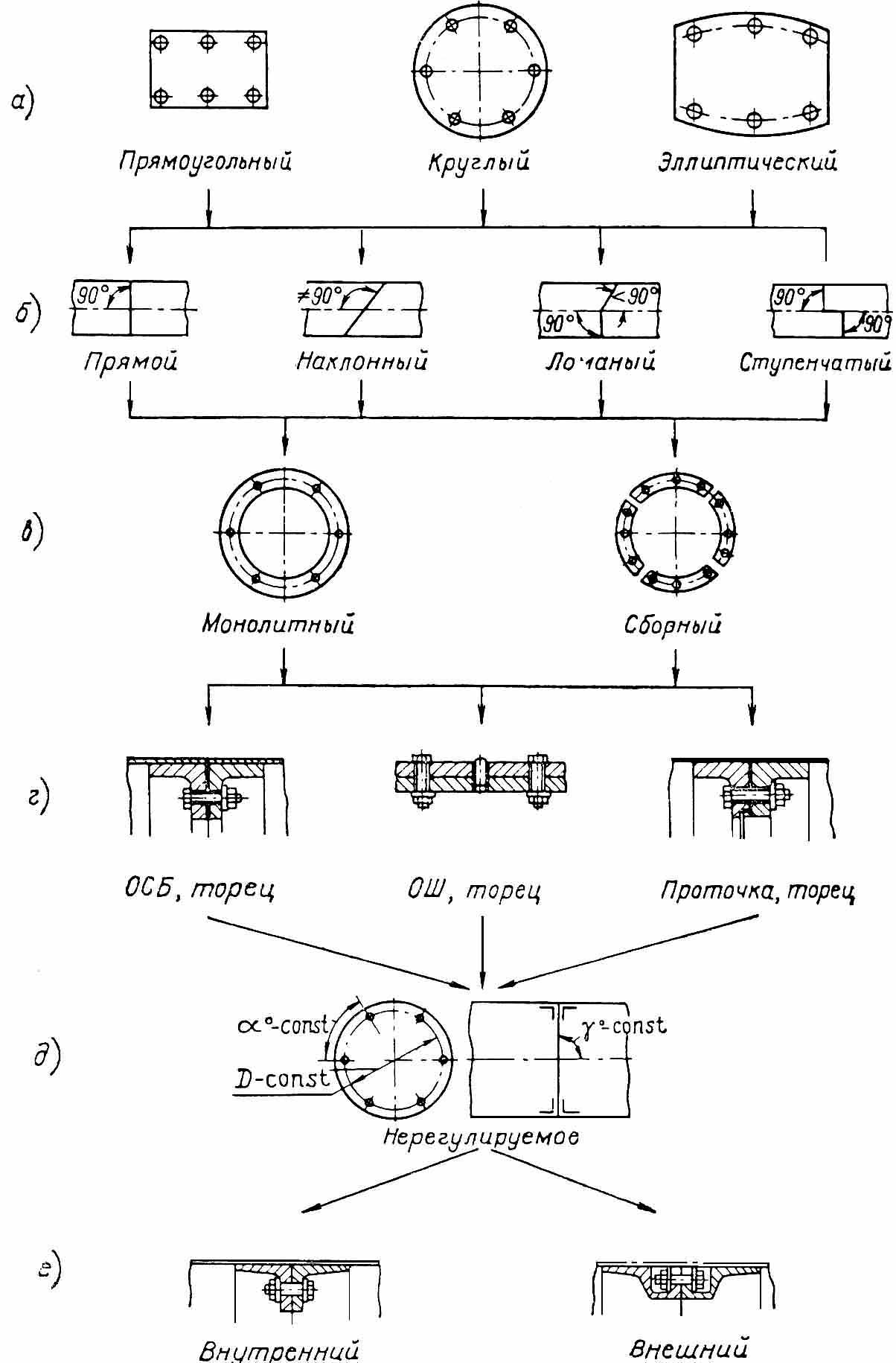
Рис. 4. Конструктивно – технологическая характеристика фланцевых стыков: а – контур стыка; б – вид плоскости стыка; в – технология изготовления стыка; г – наименование базовых поверхностей; д – положение базовых поверхностей; е – подход к стыковым болтам.
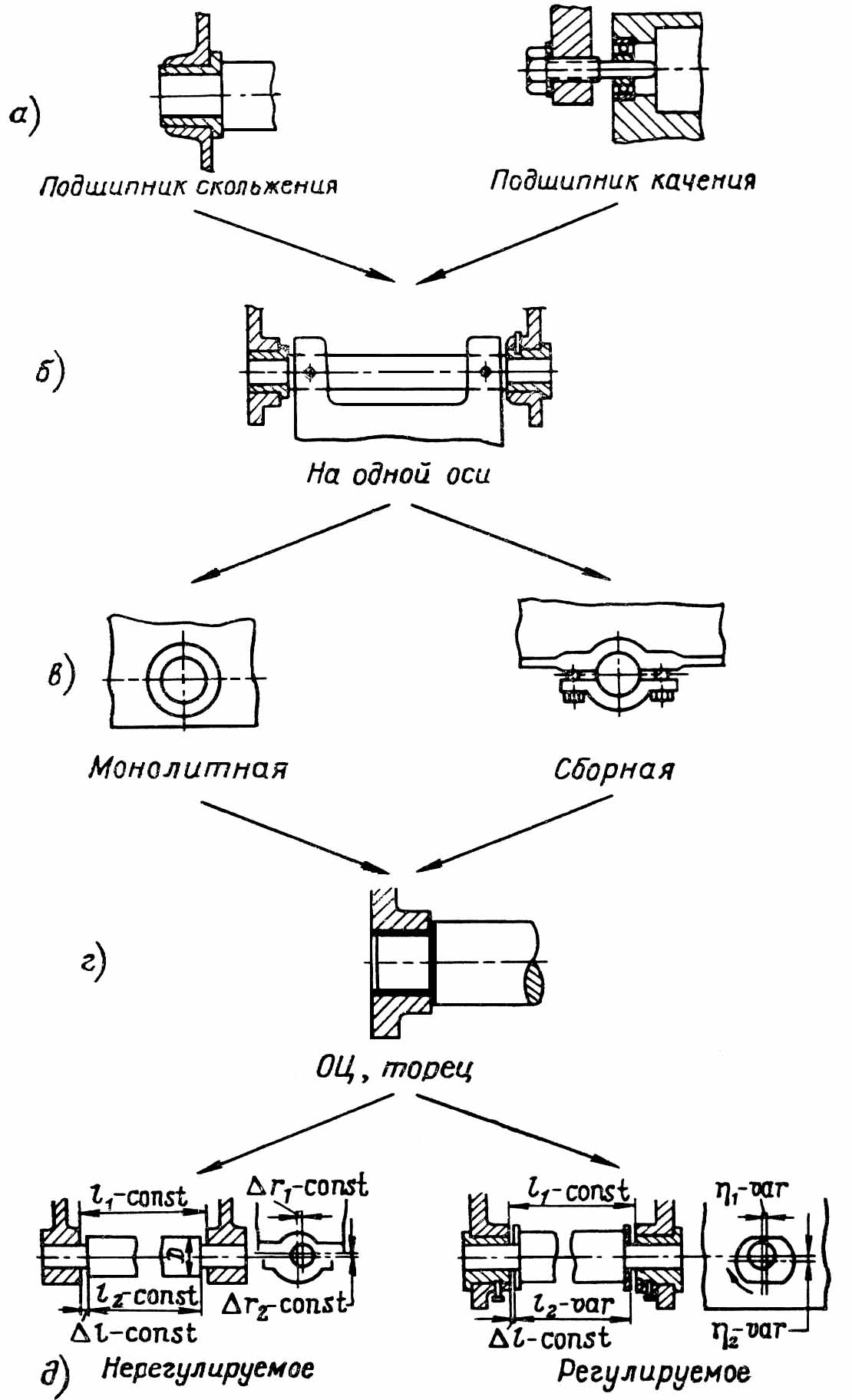
Рис.5. Конструктивно-технологическая характеристика цапфовых разъемов:
а – вид элементарного узла; б – расположение элементарных узлов в разъеме; в – технология изготовления элементарных узлов; г – вид базовых поверхностей; д – положение поверхностей разъема.
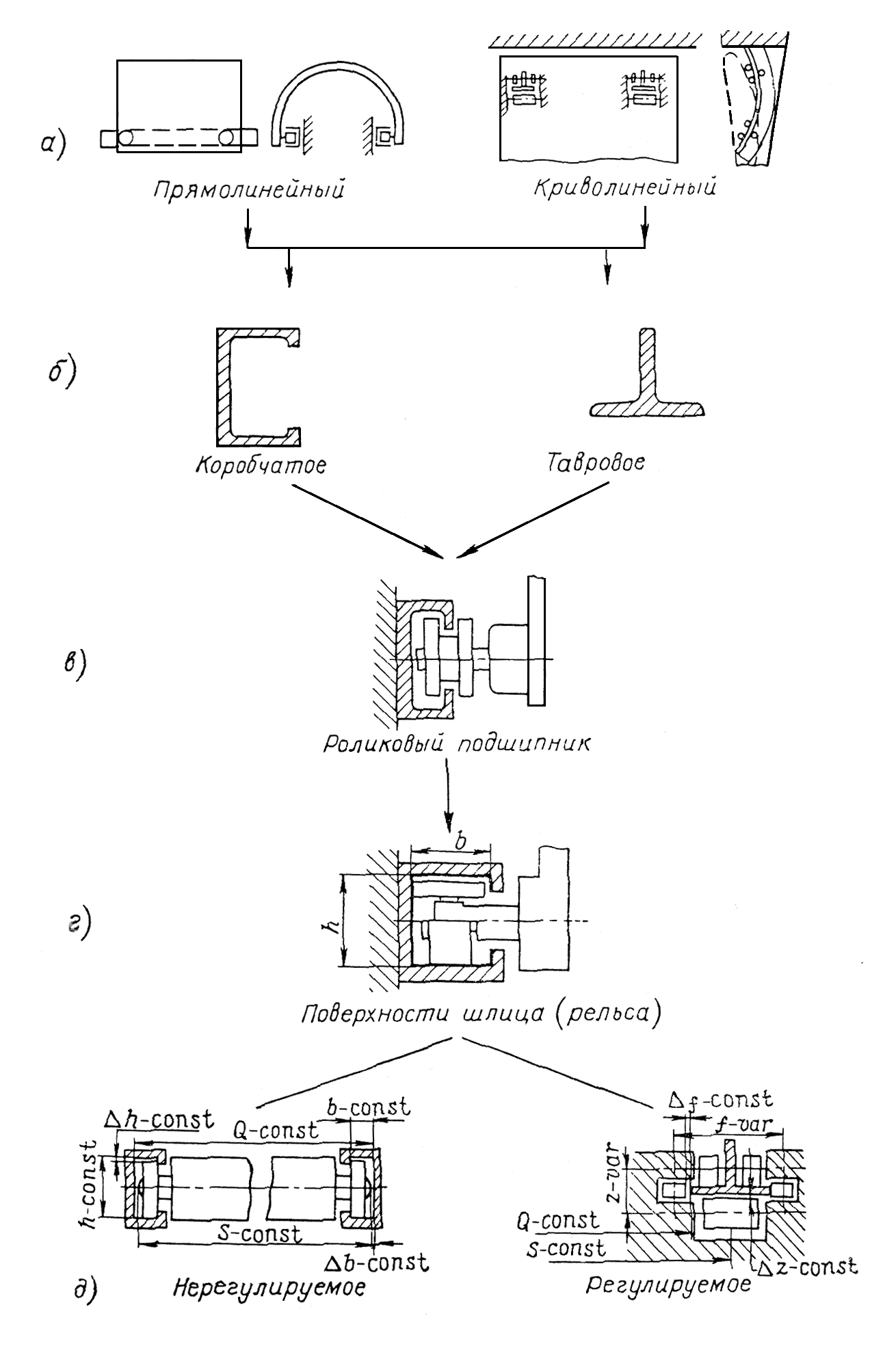
Рис.6. Конструктивно-технологическая характеристика шлицевых разъемов:
а – вид плоскости разъема; б – конструктивное сечение шлица; в – конструкция элементарного узла разъема; г – вид базовых поверхностей; д – положение базовых поверхностей.
Таблица 1.
Комбинированные стыки и разъемы
№ по пор. |
Эскиз |
Название узлов, составляющих комбинированный стык (разъем) |
Область применения |
1 |
|
Фланец + лента |
Соединения крыльев с центропланом и половин стабилизатора |
2 |
|
Вильчатй + лента |
То же |
3 |
|
Вильчатый + фланец Название узлов, составляющих комбинированный стык (разъем) |
Область применения |
4 |
|
Фланец + фланец (во взаимно перпендикулярных плоскостях) |
Соединения крыльев с центропланом и киля с фюзеляжем |
5 |
|
Вильчатый + цапфовый |
Подвеска рулей, элеронов и щитков |

Основные требования, предъявляемые технологией к конструкции:
1. Простота конструкции и широкое использование стандартных, нормализованных и унифицированных деталей.
Создавать простую конструкцию почти всегда труднее, чем сложную, но зато такая конструкция всегда значительно лучше осваивается производством. Важное значение для упрощения изделия имеет применение минимального числа типоразмеров и номенклатуры материалов и полуфабрикатов. Большие возможности упрощения конструкции ЛА открывает также использование ранее освоенных в производстве узлов и деталей, что вполне возможно без ущерба для качества нового ЛА.