

2. Проектирование технологической оснастки
2.1. Проектирование режущего инструмента
Специальный канавочный резец предназначен для обработки канавки под сальниковые кольца Ø89 мм и шириной 6 мм.
2.1.1. Выбор материала резца
Инструмент общего назначения, как правило, составной: рабочая часть инструмента выполняется из инструментального материала, корпус из конструкционного материала. Для обработки заготовок из серого чугуна рекомендуется [16] твердый сплав (табл.6, с.149) вольфрамовой группы (ВК). Тогда режущую часть резца выполним из твердого сплава ВК8. Сплав этой марки содержит 8% Со и является достаточно прочным. Пластина спроектирована под размеры данной канавки и заточена для прорезки канавок под сальниковые кольца. По ГОСТ 5688-61 допускается изготовлять крепежную часть из стали 40Х ГОСТ4543-71. Способы соединения рабочей части и корпуса различны. В нашем случае будет пайка – для инструмента с рабочей частью из твердого сплава. Пластинка припаяна к основанию при помощи припоя марки Пр.МНМц68-4-2, толщина которого равна 0.1 мм по ГОСТ 5688-61. Разрыв слоя припоя не должен превышать 20% его длины.
Выбор геометрических параметров резца
Задний угол α обеспечивает свободное взаимное перемещение резца и обрабатываемого изделия в процессе обработки. Обычно его принимают равным 6-12.
Вспомогательный задний угол 1 предназначен для уменьшения трения обработанной поверхности детали о вспомогательную поверхность резца.
Главный угол в плане выбирается в зависимости от жесткости станка и заготовки, а так же от типа и конструкции резца. Его значения находятся в пределах 10º≤φ≤100º.
Вспомогательный угол в плане φ1 влияет на шероховатость обработанной поверхности, прочность вершины резца и его стойкость. Значения угла φ1 находятся в пределах 1-2º≤φ1≤45º.
Расчет и проектирование корпуса резца
Расчёт и проектирование корпуса резца выполнен по [5]. Корпус разрабатываемого резца будет состоять из двух частей: цилиндрической рабочей части, где крепится пластинка, и крепёжной части квадратного сечения.
Определим диаметр корпуса в месте наибольшего диаметра конической части по формуле:
 ,
где
Рz
– сила резания, Н;
,
где
Рz
– сила резания, Н;
l – вылет резца, м;
и.д. – допустимое напряжение при изгибе материала корпуса, МПа; для корпуса из незакалённой углеродистой стали и.д.=200300МПа.
Примем и.д.=250МПа, сила резания известна из расчёта режимов резания в технологической части Рz=988,9 Н, вылет резца назначим, равным 50мм.


Это значение не входит в ряд стандартных размеров сечений корпусов. Выберем ближайшее большее значение равное 16 мм.
Корпус резца должен удовлетворять требованиям прочности и жёсткости, но при проектировании достаточно проверить лишь его опасные сечения. В данном резце таким сечением является место сопряжения державки и хвостовика.
Максимальная нагрузка, допускаемая прочностью резца при круглом сечении корпуса:
 ,
а условие прочности:
,
а условие прочности:


Максимальная нагрузка, допускаемая жёсткостью резца:
 ,
,
где f=0,0510-3м – допускаемая стрела прогиба резца при окончательном точении;
Е=21011МПа – модуль упругости материала резца (углеродистая сталь);
J=0,05d4 – момент инерции сечения корпуса, м4;
 .
.
Это условие не выполняется. Увеличим диаметр корпуса до 20мм. Тогда:


Оба условия выполняются, окончательно выбираем d=20мм. Размер сечения квадратного хвостовика b=20мм. Длина резца 120мм.
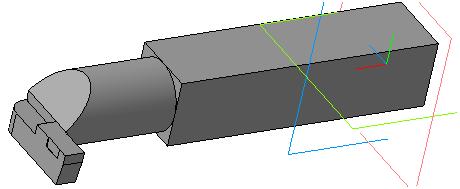
Рис.2.1. Канавочный резец.