

3.3. Погрешности установки
При механической обработке на заготовку действуют силы резания. Поэтому ее необходимо закрепить.
Закреплением называется приложение сил и пар сил к заготовке или изделию для обеспечения постоянства их положения, достигнутого при базировании. Установка представляет собой базирование и закрепление заготовки или изделия (ГОСТ 21495— 76).
Отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого называется погрешностью установки (ГОСТ 21495—76).
Анализ погрешностей установки проводится при обработке заготовок на настроенных металлорежущих станках (при аьтома-тическом получении размеров).
(3.1)
![]()
В результате действия силы зажима происходит деформирование в стыке «технологическая база — установочные элементы приспособления», деформация Y может быть определена по эмпирической зависимости верхностей, марки материала;
q сила, приходящаяся на
опору приспособления; т -= 0,3...0,5.
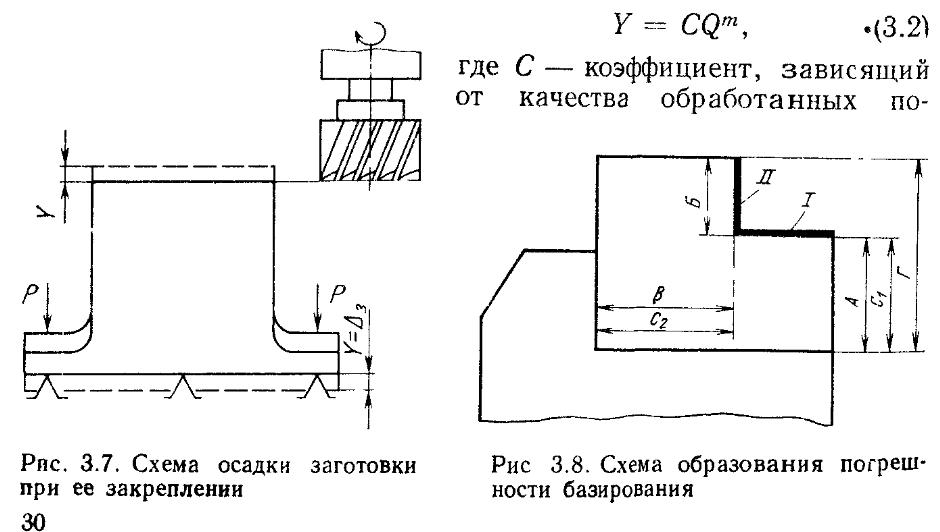
Таким образом, при изменении силы зажима будет изменяться величина Y, что приведет к соответствующим погрешностям закрепления (рис. 3.7). Из приведенной зависимости можно сделать вывод о путях уменьшения погрешности закрепления — стабилизация сил зажима (применение пневматических, гидравлических и других зажимных устройств), повышение качества контактирующих поверхностей.
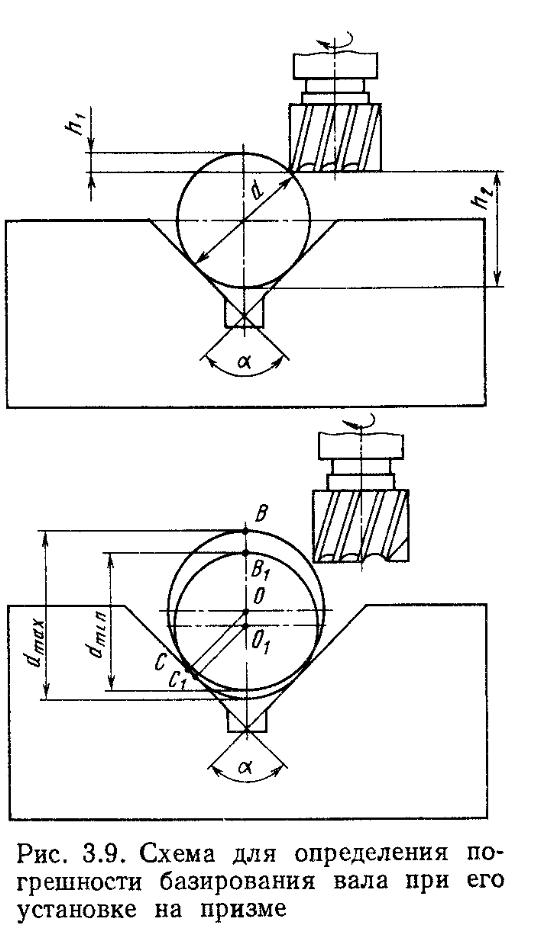
Погрешности базирования возникают при несовпадении измерительной и технологической баз. Погрешность базирования определяется разностью расстояний от измерительной базы до установленного на размер инструмента.
Рассмотрим несколько характерных схем образования погрешности базирования. При фрезеровании уступа (рис. 3.8) инструмент настраивается на размеры Сг и С2. Погрешности базирования будут отсутствовать при обработке поверхностей / и // в размеры А и В (измерительные и технологические базы совпадают).
Если поверхность / обрабатывать в размер Б, то возникает погрешность базирования, равная допуску на размер Г (ТГ).
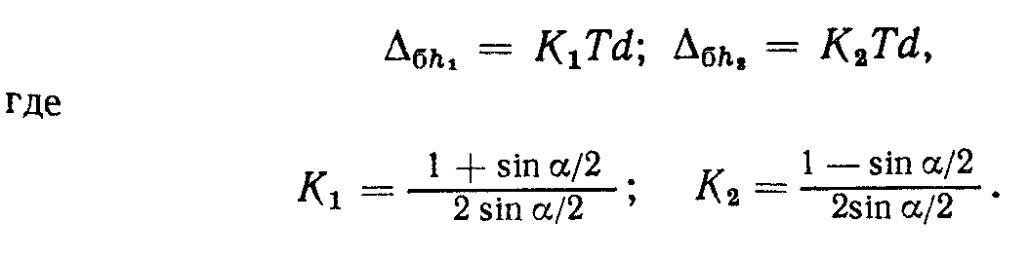
На рис. 3.9 приведена схема базирования цилиндрической заготовки на призму при фрезеровании лыски (размеры hx или h2). Погрешности базирования можно определить по следующим формулам:
 Погрешности
приспособления определяются геометрическими
погрешностями приспособления, изнашиванием
рабочих поверхностей, неправильной
установкой его на станке. Для практических
целей общая погрешность установки опре
деляется в соответствии с правилами
суммирования случайных величин по
формуле
Погрешности
приспособления определяются геометрическими
погрешностями приспособления, изнашиванием
рабочих поверхностей, неправильной
установкой его на станке. Для практических
целей общая погрешность установки опре
деляется в соответствии с правилами
суммирования случайных величин по
формуле
![]() . (3.3)
. (3.3)
Погрешность установки при конкретных условиях обработки приведены в справочной литературе по технологии машиностроения, например в работе [21].
Вопросы для самопроверки
Что называют базированием?
В чем заключается правило шести точек в технологии машиностроения?
Что называют схемой базирования?
Какие виды баз установлены по ГОСТ 21495—76?
Чем руководствуется проектировщик при выборе технологических баз'
В чем заключаются принципы совмещения (единства) баз и постоянства
баз?
7. Как определяют погрешности установки?