

Расчет координат опорных точек
Координаты опорных точек определяют по чертежным размерам детали с использованием формул аналитической геометрии.
При обтачивании конических поверхностей из-за смещения формообразующей точки инструмента по его режущей кромке (рис. 22.13) в значения координат опорных точек вводятся поправки ги в соответствии с рис. 22.13 в такой последовательности:
где z, х, г — размеры, мм; индекс «з» относится к заготовке, индекс «и» — к инструменту.
По
координатам опорных точек для каждого
участка траектории определяются
приращения;
![]()
![]()
При
необходимости перемещения
![]() переводят
в число импульсов.
переводят
в число импульсов.
Для
компенсации погрешностей размерной
настройки инструмента и для поднастройки
при появлении отклонений (в частности,
воздействия изнашивания инструмента,
температурного деформирования и т. п.)
предусматривают применение корректоров
и определяют коррекцию, которую следует
вводить своевременно.
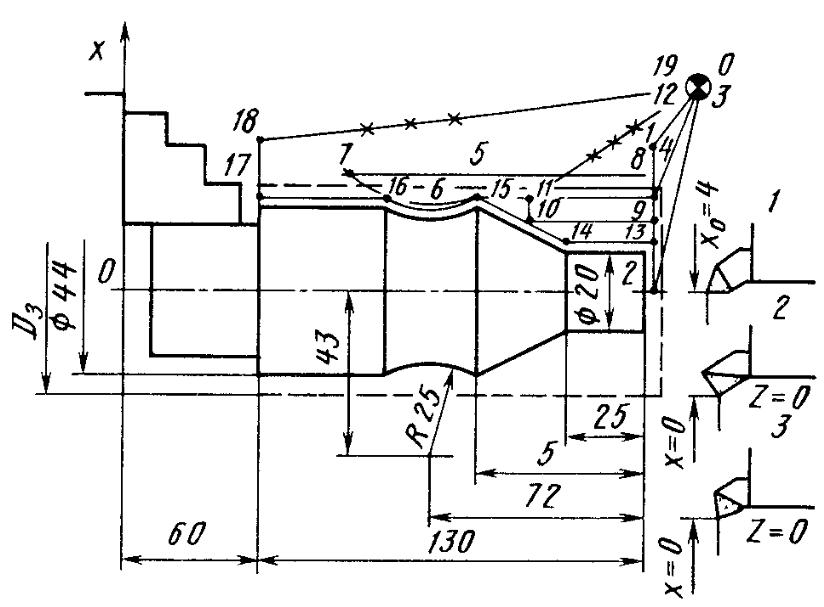
Рис. 22.14. Схема наладки при обработке на токарном станке
Для станков с линейным интерполятором удобно программировать только прямолинейные перемещения инструмента.
При обработке фасонной поверхности криволинейный участок пути заменяют последовательностью отрезков (хорд) и программируют перемещения по каждой хорде. Замену дуги хордами при программировании называют линейной аппроксимацией.
Правильное назначение переходов тесно связано с расчетом припусков на механическую обработку и режимами резания. Расчет припусков, межоперационных размеров проводится по методике, изложенной в гл. 7.
Расчет режимов резания ведут по известным методикам с учетом обеспечения необходимых периодов стойкости [21].
При оформлении технологической документации проектируют и оформляют схемы наладок обработки заготовок. Для этого вычерчивают эскиз обработки, указывают базы, выделяют опорные точки, контур обработки (тонкими линиями), изображают режущий и вспомогательный инструмент.
Пример схемы наладки для токарной операции приведен на рис. 22.14.
Вопросы для самопроверки
Каковы основные этапы и тенденции развития автоматизации в машиностроении?
Что такое манипулятор, автооператор и промышленный робот?
Как классифицируют ПР по характеру выполняемой работы?
Что собой представляет РТК?
Каковы пути развития роботизации?
Что понимают под ГПС?
Как ГПС различаются по организационным признакам?
Что входит в комплекс взаимосвязанных работ при создании ГПС?
Какие ГПС выпускает отечественная промышленность?
Каковы технологические возможности и область применения АЛ и их классификация?
Каковы особенности разработки технологических процессов обработки заготовок на АЛ?
Каковы основные показатели экономической эффективности при обосновании целесообразности проектирования АЛ?
Как определяется цикл и производительность автоматической сборки в станочных линиях?
Каковы критерии технологических основ применения станков с ЧПУ?
Какова область применения станков с ЧПУ и многоцелевых станков?
Какие системы управления применяют на станках с ЧПУ и каковы их технологические возможности?
Какие особенности учитывают при проектировании технологических операций обработки заготовок на станках с ЧПУ?
За счет чего достигается эффективность применения станков с ЧПУ?