

Проектирование технологических процессов автоматической сборки
Разработка технологических процессов автоматической сборки имеет некоторую общность с разработкой процессов изготовления деталей машин, изложенной выше. Типовой процесс автоматической сборки изделия состоит из следующих переходов: загрузка сопрягаемых деталей в бункерные загрузочные или транспортирующие устройства с предварительным их ориентированием при выдаче на сборочные позиции; ориентирование в пространстве с допустимыми отклонениями положения поверхностей сопрягаемых деталей на сборочной позиции; соединение и фиксация сопряженных деталей или сборочной единицы; контроль отклонения относительного положения сопряженных деталей или сборочной единицы; разгрузка и транспортирование готовой сборочной единицы. При проектировании технологического процесса сборки предусматривается необходимость автоматизации всех переходов технологической операции и построения процесса по поточному принципу.
Установка базовых деталей на сборочной позиции производится в соответствии с правилом шести точек.
Новым направлением в технологии автоматической сборки является широкое совмещение сборочных работ с процессами изготовления сопрягаемых деталей, а также введение автоматов для совместной обработки деталей узла. Автоматическая сборка осуществляется в основном для сравнительно небольших изделий в крупносерийном и массовом производстве.
Широко применяют роторные линии. Получили распространение групповые автоматические и автоматизированные сборочные линии. В отличие от автоматических линий механической обработки в сборочных линиях не предусматриваются межоперационные заделы.
При определении производительности автоматического сборочного оборудования устанавливают цикл Тц выполнения сборочной операции:
![]()
где tп — время, затрачиваемое на подачу деталей; tор —■ время ориентирования; tc — время сопряжения; tтр — время транспортирования сборочного узла.
Продолжительность цикла Тп можно в ряде случаев уменьшить за счет совмещения его элементов.
Производительность оборудования (шт/ч) можно определить по формуле Q = 60/Тц.
Фактическая производительность оборудования с учетом потерь времени Q$ = Q/n, где г\ — коэффициент использования автоматического оборудования.
22.5. Особенности разработки технологических процессов обработки заготовок деталей машин на станках с чпу
Преимущества и область применения станков с ЧП характеризуется большими затратами времени, особенно вспомогательного. Известно, что в общей структуре штучного времени 20—30% составляет основное время, а 70—80% — вспомогательное [9].
Основным направлением сокращения затрат вспомогательного времени является автоматизация управления процессами обработки заготовок. Дальнейшая автоматизация производства является одной из основных задач расширения и развития социалистической экономики. Однако в условиях мелкосерийного производства применение высокопроизводительных станков (автоматов) экономически невыгодно в связи с их высокой стоимостью, большими затратами на технологическую оснастку и большой трудоемкостью наладки технологической системы. Эти станки не обладают достаточной гибкостью для использования их при частой смене объектов производства. Именно такими свойствами обладают станки с ЧПУ, сочетающие в себе гибкость универсального оборудования с ручным управлением, точность и производительность станков-автоматов.
Время, требуемое на переналадку станка с ЧПУ на изготовление новых деталей, значительно меньше времени наладки автоматов и представляет собой время, затрачиваемое на смену управляющей программы и оснастки. Важнейшим преимуществом станков с ЧПУ является возможность обработки с одного уста-нова (соблюдается принцип постоянства баз) заготовок сложных деталей, требующих для обработки большого числа различных инструментов.
Применение станков с ЧПУ позволяет максимально упростить и сократить количество используемой оснастки (приспособлений, инструментов) и, следовательно, ускорить технологическую подготовку производства (ТПП) при переходе на изготовление новых изделий. В гл. 18 описаны системы приспособлений, рекомендуемых для станков с ЧПУ
Технологические возможности станков с ЧПУ определяются многими факторами, основными из которых являются следующие: конструкция станка, компоновка, класс точности и техническая характеристика системы ЧПУ.
Эффективность применения станков с ЧПУ включает: повышение точности обработки за счет исключения субъективных факторов и независимость точности обработки от свойств программоносителя; исключение операций разметки; автоматизацию вспомогательных переходов, в том числе смены инструмента и обрабатываемых заготовок; концентрацию операций и обработку за один переход поверхностей с прямолинейными и криволинейными образующими; сокращение времени рабочих и вспомогательных ходов за счет быстродействия и автоматического переключения приводов; предпосылки к оптимизации режимов резания (на этапе разработки управляющих программ); сокращение затрат на контроль размеров (за счет строгой повторяемости движений инструментов, автоматического контроля размеров); предпосылки к многостаночному обслуживанию оборудования и переходу на автоматический цикл работы (без участия станочника); способность встраиваться в ГПС.
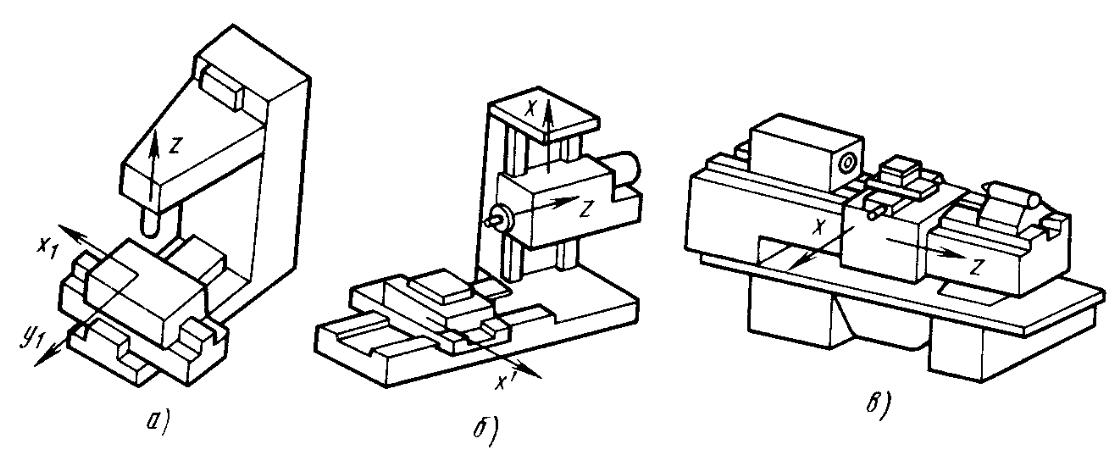
Рис. 22.7. Типы станков с ЧПУ:
о — сверлильно-расточный вертикальный тальный; в — токарный б — сверлнльно-фрезерно-расточной горизон-
Таким образом, областью применения станков с ЧПУ и многоцелевых станков является средне- и мелкосерийное производство. Однако они могут применяться и в массовом производстве.
К основным этапам подготовки процесса обработки на станках с ЧПУ относят: разработку технологического процесса;
расчет управляющих программ: вычерчивание эскиза наладки; присвоение элементам контура или траекторий перемещения инструмента обозначений, принятых для данной системы автоматизации подготовки (САП) управляющих программ, запись программы расчета на языке САП; контроль управляющих программ и внесение необходимых исправлений.
Наиболее широкое применение в промышленности получили станки токарной, фрезерной, сверлильно-расточной групп и многоцелевые станки с ЧПУ. Некоторые типы станков с ЧПУ приведены на рис. 22.7.
Технические характеристики станков и используемых в них устройств программного управления приведены в справочнике [21].