

22.4. Проектирование технологических процессов обработки заготовок на автоматических линиях Технологические возможности, область применения и классификация автоматических линий
Автоматическая линия (АЛ) — система машин, комплекс основного и вспомогательного оборудования, автоматически выполняющего в определенной технологической последовательности и с заданным тактом весь процесс изготовления или переработки продукта производства или части его.
Технологические возможности АЛ довольно широки. Различают АЛ для выполнения обработки различных видов (например, резание, термообработка, штамповка и т. д.). Автоматические линии в простейшем варианте компонуют на базе агрегатных станков, соединенных транспортной системой принудительного перемещения заготовок. Они могут компоноваться также из универсальных, специализированных и специальных станков.
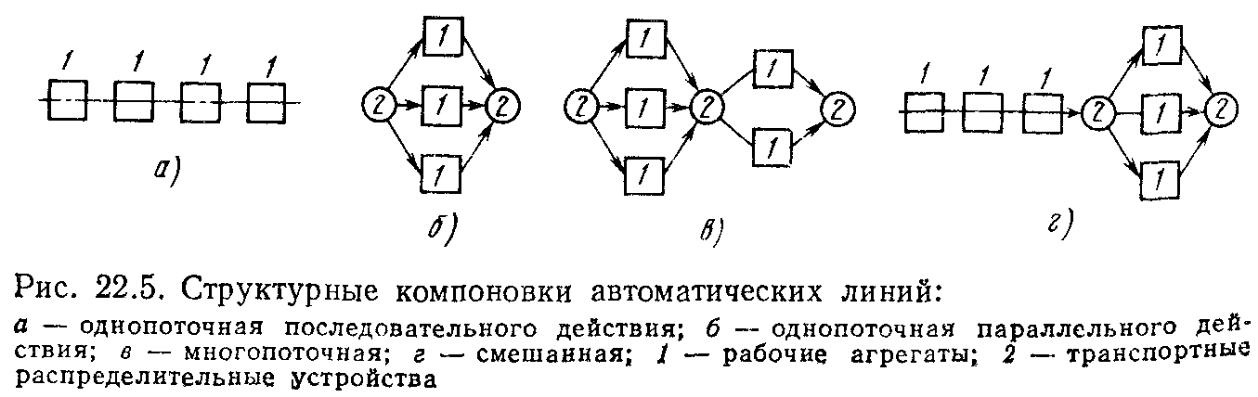
Структурная компоновка АЛ зависит от объема производства и характера технологического процесса. Существуют линии параллельного и последовательного действия, однопоточные, многопоточные, смешанные (рис. 22.5). АЛ параллельного действия применяют тогда, когда на одной операции необходимо применить несколько станков (агрегатов) для соблюдения такта линии.
Перемещение обрабатываемых заготовок с одной рабочей позиции на другую осуществляется жесткой или гибкой системой транспортирования, штангами или спутниками.
Кроме АЛ с принудительным перемещением обрабатываемых заготовок, существуют также линии челночного типа с отдельно смонтированным карусельным столом, на котором размещены два зажимных устройства: одно — для загрузки и разгрузки, а другое — рабочее.
На обычных АЛ не всегда можно выполнять все операции изготовления конкретной детали. В этих случаях окончательную обработку проводят на отдельно установленном оборудовании вне линии, что влечет дополнительные затраты труда. Поэтому применение комплексных АЛ позволяет выполнять на них не только механическую обработку, но и обработку другими методами. Для бесперебойной работы АЛ в их состав включают: накопители заделов, питающие заготовками соответствующие участки линии при выходе из строя отдельных станков или их переналадке; моечные машины; кантователи для освобождения от стружки; стенды для хранения и настройки инструмента и др.
Автоматические линии для изготовления деталей с выполнением разнообразных операций механической обработки (точение, сверление, зенкерование, нарезание резьбы, растачивание и др.), сборки, контроля, упаковки и других классифицируют по различным признакам.
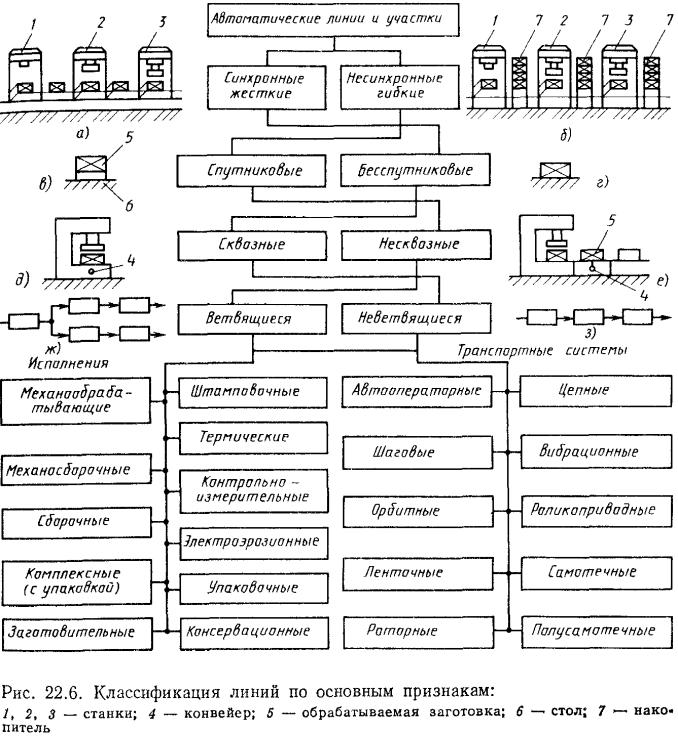
На рис. 22.6 приведена разработанная в ЭНИМСе классификация АЛ. На синхронной АЛ заготовки 5 для обработки передаются непосредственно с одного станка к другому без транспортирования в накопители 7 (рис. 22.6, а). Несинхронные линии (рис. 22.6, б, г) состоят из станков, каждый из которых снабжен бункером или накопителем 7 для хранения заготовок и автоматическим загрузочно-разгрузочным устройством. Эти линии могут быть как с приспособлениями-спутниками, так и без них.
Автоматические линии могут состоять из одно- и многопозиционных станков со сквозным или несквозным конвейером (рис. 22.6, д, е).
Линии могут быть с ветвящимся и неветвящимся потоком (рис. 22.6, ою, з).
Существуют АЛ, в том числе переналаживаемые, на которых транспортирование заготовок выполняют манипуляторы. В машиностроении нашли широкое применение автоматические роторные АЛ для получения заготовок штамповкой, вытяжкой, прессованием, а также для сборки и контроля.
Автоматические линии получили широкое распространение на заводах автомобильной, подшипниковой и электротехнической промышленности, тракторного и сельскохозяйственного машиностроения, приборостроения и при производстве товаров народного потребления как серийного, так и массового производства.