

22.3. Краткие сведения о гпс
Характерной особенностью современного машиностроительного производства является стремление к созданию гибких производственных комплексов на основе безлюдной технологии, т. е, без участия или с минимальным участием человека. При этом комплексы должны успешно функционировать в условиях многономенклатурного серийного производства и обладать гибкостью, т. е. возможностью быстро перестраиваться на изготовление новых деталей в пределах технических возможностей оборудования комплекса.
Создание ГПС на современном этапе обеспечивается высоким уровнем развития техники: успешно функционируют эффективные управляющие системы, станки с ЧПУ, многоцелевые станки, роботы, РТК, измерительные машины, транспортные средства и др. Основой создания этих комплексов являются ГПС (ГОСТ 26228—85).
Составными частями ГПС являются роботизированный технологический комплекс (РТК) и гибкий производственный модуль (ГПМ).
ГПМ — единица технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах характеристик с программным управлением, автономно функционирующая, автоматически осуществляющая все функции, связанные с их изготовлением, имеющая возможность встраиваться в ГПС.
ГПС — это совокупность в разных сочетаниях оборудования с ЧПУ, РТК, отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
Различают следующие виды ГПС по организационным признакам: гибкая автоматизированная линия (ГАЛ); гибкий автоматизированный участок (ГАУ), гибкий автоматизированный цех (ГАЦ).
ГАЛ — это ГПС, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
ГАУ представляет собой ГПС, функционирующую по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования.
Технологическая линия с применением робота представляет собой совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемых одним или несколькими промышленными роботами для выполнения операций в принятой технологической последовательности. Если же в этой совокупности возможно изменение последовательности использования технологического оборудования, то она будет представлять собой роботизированный технологический участок.
ГАЦ — это ГПС, представляющая собой в различных вариантах совокупность ГАЛ, роботизированных технологических линий, ГАУ, роботизированных технологических участков для изготовления изделий заданной номенклатуры.
Система обеспечения функционирования ГПС — это совокупность в общем случае взаимосвязанных автоматизированных систем, обеспечивающих проектирование изделий, технологическую подготовку их производства, управление гибкой производственной системой с помощью ЭВМ и автоматическое перемещение предметов производства и технологической оснастки.
В общем случае в систему обеспечения ГПС входят: автоматизированная транспортно-складская система (АТСС); автоматизированная система инструментального обеспечения (АСИО); система автоматизированного контроля (САК); автоматизированная система удаления отходов (АСУО); автоматизированная система управления технологическими процессами (АСУТП); автоматизированная система научных исследований (АСНИ); система автоматизированного проектирования (САПР); автоматизированная система технологической подготовки производства (АСТПП); автоматизированная система управления (АСУ) и т. д.
Гибкие производственные системы (от линии до цеха) создают в основном в машиностроительных отраслях, включая приборостроение, радиоэлектронную промышленность.
Примерами эксплуатируемых в СССР ГПС являются:
АСВ4 содержащие 2—16 специализированных станков с ЧПУ, для изготовления деталей типа тел вращения (рис. 22.3), система имеет Модульную компоновку;
АСК-20 и АЛП-3-2, предназначенные для обработки различных корпусных деталей;
ГАУ XIII, предназначенная для холодной штамповки из листовых заготовок;
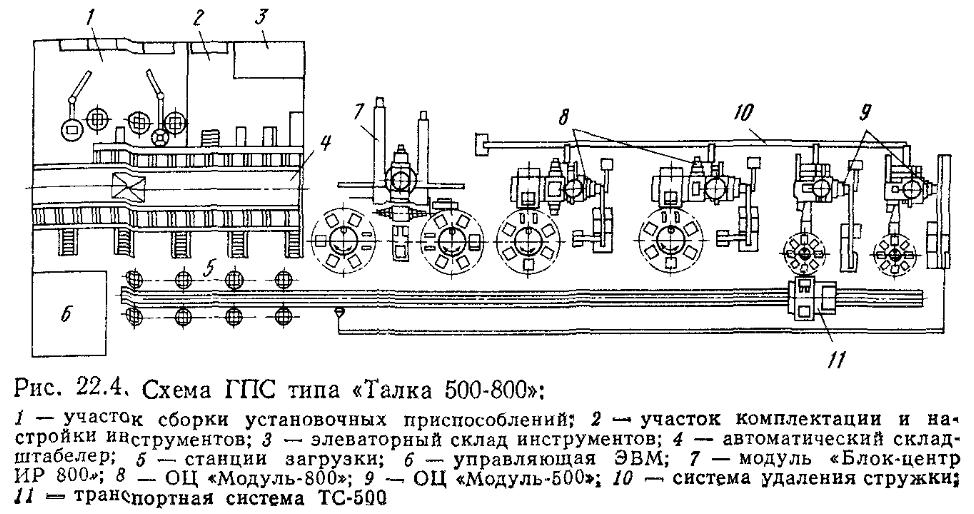
«Талка» на базе многоцелевых станков — «Модуль-500» («Талка-500»), «Модуль-800» («Талка-800») или «Талка-500-800».
Эти ГПС изготовляются серийно и предназначены для изготовления любых корпусных деталей из поковок, отливок или сварных; конструкций из любых конструкционных материалов. План-схема ГПС «Талка-500-800» показана на рис. 22.4. Весь комплекс операций от получения заготовки до изготовления детали производится в автоматическом режиме с управлением от центральной ЭВМ. Примеры практического использования ГПС различных видов и их составных частей как в СССР, так и за рубежом приведены, например, в работах [4, 10, 21 и др.].
Следуй отметить, что ГПС относительно дороги. Если же при экономическом сравнении этих производств учитывать, кроме экономии прямых затрат, экономию компонентов косвенных затрат, можно сделать вывод, что применение ГПС выгодно и эффективно.
Полную ежегодную экономию косвенных затрат подсчитывают как сумму отдельных составляющих, входящих в эти затраты; эти составляющие представляют собой сокращение следующих расходов:
но обслуживанию и содержанию оборудования;
на содержание и эксплуатацию приспособлений;
на содержание и эксплуатацию режущего инструмента;
по Подготовке управляющих программ;
на Контрольные операции^
за счет сокращения брака;
за счет сокращения незавершенного производства и заделов* за счет сокращения производственных и вспомогательных площадей;
за счет сокращения межоперационной транспортировки.
Определение экономии затрат (прямых и косвенных) при эксплуатации ГПС по сравнению с затратами по другим видам традиционного производства изложено в работах [4, 18].