

22.2. Применение промышленных роботов
Основным направлением повышения эффективности производства является автоматизация технологических процессов. В связи с этим перед рядом отраслей машиностроения ставится важнейшая задача — создать средства механизации и автоматизации производства, позволяющие последовательно сокращать применение ручного, тяжелого и низкоквалифицированного труда. Во многих технологических процессах нежелательно непосредственное участие человека при работе в загазованной или пыльной атмосфере, в условиях сильного шума или высокой температуры, при поднятии тяжестей и т. п. Вспомогательные операции (подать, закрепить, снять, переместить, включить, выключить и т. п.) по мере совершенствования техники все более и более увеличивают долю этого рутинного, однообразного, утомительного ручного труда рабочих многих производственных профессий.
Известно, что ручной труд больше всего тормозит интенсификацию производства. Поэтому возникла потребность в машинах, имитирующих действия человека, — вспомогательные операции (около станков, литейных, штамповочных и других машин) и основные операции (сборка, сварка, окраска). Вместе с тем на базе ЭВМ, средств управления появилась реальная возможность создания таких машин — промышленных роботов (ПР) и эффективного включения их в состав технологических линий и комплексов. При этом ПР является не столько программируемым средством для выполнения манипуляционно-транспортных и отдельных технологических операций, сколько одним из основных структурообразующих элементов предприятия будущего, влияющих на выбор технологических процессов и технологичность изделий, на конструкцию станков и организацию производства, различных транспортных систем и т. п.
В ГОСТ 25686—85 даны основные термины и определения для манипуляторов и промышленных роботов.
Манипулятор — управляемое устройство или машина для выполнения двигательных функций, аналогичных функциям руки человека при перемещении объектов в производстве, оснащенное рабочим органом.
Промышленный робот — автоматическая машина, стационарная или передвижная, состоящая из исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности, и перепрограммируемого устройства программного управления для выполнения в производственном процессе двигательных и управляющих функций.
Промышленный робот используется в тех случаях, когда ручные операции не могут быть автоматизированы с помощью простых средств или когда средства не могут обеспечить гибкую переналадку на изготовление новых изделий.
Промышленные роботы классифицируют по различным признакам, одним из которых является характер выполняемой работы. По этому признаку промышленные роботы подразделяют на три группы.
Производственные (технологические) роботы выполняют основные работы — различные операции технологического процесса (сварку, гибку, окраску, сборку и т. п.).
Подъемно-транспортные роботы (вспомогательные) применяют при обслуживании основного технологического оборудования для автоматизации вспомогательных работ по установке — снятию заготовок, деталей, инструментов, питанию конвейеров и т. п.
Эти роботы используют также на транспортно-складских и других работах.
3. Универсальные роботы выполняют основные и вспомогательные работы, т. е. они сочетают в себе признаки роботов первых двух групп.
В настоящее время промышленные роботы принято делить на три поколения: программные, адаптивные и интеллектуальные (с элементами искусственною интеллекта).
Промышленные роботы первого поколения — программные — предназначены для выполнения запрограммированной последовательности работ, диктуемой тем или иным технологическим процессом.
Например, робот берет обрабатываемую заготовку с определенного места, переносит и устанавливает ее в заданную рабочую позицию, после завершения обработки он переносит деталь в назначенное место. Робот мгновенно, точно повторяет описанные действия, которые увязаны с работой технологического оборудования и технологической линии.
Промышленные роботы второго поколения — адаптивные — имеют свойства в определенных рамках автоматически перепрограммироваться (адаптироваться) в ходе выполнения технологического процесса в зависимости от конкретной обстановки, которая заранее не могла быть определена точно. Для осуществления адаптивного управления используются различные датчики, устройства технического зрения и др.
Промышленные роботы третьего поколения — интеллектуальные _ обладают способностью осуществлять свои действия в неопределенной и изменяющейся обстановке таким образом, чтобы выполнить задание, в общей форме запрограммированное человеком. Эти роботы принципиально отличаются от адаптивных роботов сложностью функций и совершенством управляющей системы, включающей в себя элементы искусственного интеллекта.
В настоящее время разработаны различные модели интеллектуальных роботов, которые проходят опробование в производственных условиях.
Промышленные роботы могут успешно применяться для выполнения различных работ в условиях производства с различной серийностью. Они существенно облегчают организацию двух-и трехсменной работы, повышают коэффициент загрузки оборудования и ритмичность производства независимо от времени суток, дней недели и месяца, повышают производительность и качество выпускаемой продукции, снижают себестоимость ее изготовления; условия работы (жара, холод, чистота атмосферы и т. п.) для робота не имеют значения.
На рис. 22.2 показан напольный безрельсовый ПР с ЧПУ. ПР предназначен для автоматизации загрузки-выгрузки заготовок (деталей) и смены инструмента на металлорежущих станках с ЧПУ. Робот может обслуживать один или два станка [7, 9], имеет набор захватных устройств для работы с заготовками различного
Рис.
22.2. Напольный безрельсовый промышленный
робот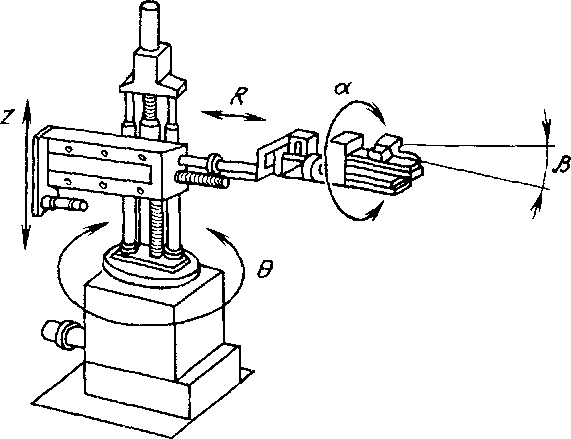
размера и конфигурации, осуществляет перемещение по пяти направлениям.
Оси перемещения робота (рис. 22.2): Z — подъем и опускание* 6 — вращение вокруг вертикальной оси; R — выдвижение руки* а — вращение захвата вокруг горизонтальной оси; В — поворот захватного устройства. При работе в автоматическом режиме робот осуществляет смену заготовок и инструмента на станке параллельно с механической обработкой. В этом режиме эти действия повторяются роботом по командам ЧПУ станка.
Роботы находят применение практически во всех сферах машиностроения: литейных, кузнечно-прессовых цехах; цехах механической, термической обработки; сборочных, сварочных, окрасочных цехах; при транспортировании и складировании и прочих операциях.
Вопросы комплексной автоматизации серийного многономенклатурного производства наиболее эффективно решаются на основе создания типовых роботизированных комплексов. В соответствии с ГОСТ 26228—85 роботизированный технологический комплекс (РТК) определяется как совокупность единицы технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные циклы.
Несмотря на рост производительности оборудования, значительное отставание автоматизации основных и вспомогательных процессов стало тормозом роста производительности труда предприятия в целом. Решают эту проблему двумя способами: применением роботов и РТК, 2) применением ГПС.
Применение РТК и ГПС во многих случаях сокращает вспомогательные операции и значительно, а иногда и полностью сокращает время для переналадки.