

3.2. Выбор баз
Механическая обработка заготовок обычно производится за несколько установив с использованием различных технологических баз. Заготовку будущей детали, как правило, изготовляют в заготовительных Цехах (литейном, кузнечно-прессовом и др.).
Поэтому в самом начале разработки технологического процесса технолог имеет дело с необработанными поверхностями заготовки.
Из этих поверхностей он должен выбрать технологические базы для выполнения первой операции. Первоначальное базы должны отвечать общим требованиям, которые предъявляется к технологическим базам. Однако при выборе их необходимо учитывать некоторые особенности.
Эти базы используются в большинстве случаев только для выполнения первой операции механической обработки заготовки. Следовательно, первые операции определяют взаимное расположение поверхностей, обработка которых не предусматривается чертежом (необрабатываемые поверхности), и поверхностей, подлежащих механической обработке. Поэтому в качестве первоначальных баз рекомендуется использовать необрабатываемые поверхности.
Первоначальные базы должны быть по Возможности простыми, правильной геометрической формы, с наименьшей шероховатостью; недопустимо на них наличие различного вида неровностей (заусенцев; мест, где были расположены прибыли, литники, выпоры и т. п.); они должны иметь достаточные размеры, обеспечивать устойчивое положение заготовки на стацке.
При выполнении первой операции припуск распределяется между обрабатываемыми поверхностями. В связи с этим следует стремиться к равномерности распределения прицуСКОв цилиндрических поверхностей и пазов (удаление неравномерного припуска с этих поверхностей вызывает снижение режимов резания), учитывать объем удаляемого металла, а также возможЮСХЬ перераспределения внутренних напряжений в заготовке.
После выполнения первой операции необходимо установить технологические базы для последующей обработки заготовки.
Такими базами будут уже обработанные Поверхности. Они должны обеспечить обработку исполнительных поверхностей, конструкторских основных и вспомогательных баз (ГОСТ 21495—76) с необходимым параметром шероховатости, с заданными допустимыми отклонениями размеров, геометрической фс>рМЫ и взаимного расположения поверхностей. Они должны также обеспечить надежное закрепление заготовки такое, чтобы исключалось упругое деформирование различных ее поверхностей и Погрешности установки были минимальны.
В процессе разработки технологических Процессов, решая вопросы выбора баз, следует стремиться к соблюдению принципов совмещения (единства) баз и постоянства баз.
Принцип совмещения (единства) баз заключается в том, что в качестве технологических баз принимают поверхности, которые являются конструкторскими и измерительными базами. Если технологическая база не совпадает, например, с конструкторской, необходимо пересчитать размеры, определяющие взаимное расположение поверхностей. Это может привести к уменьшению допусков размеров обрабатываемых поверхностей, что Приводит к снижению производительности и повышению себестоимости деталей.
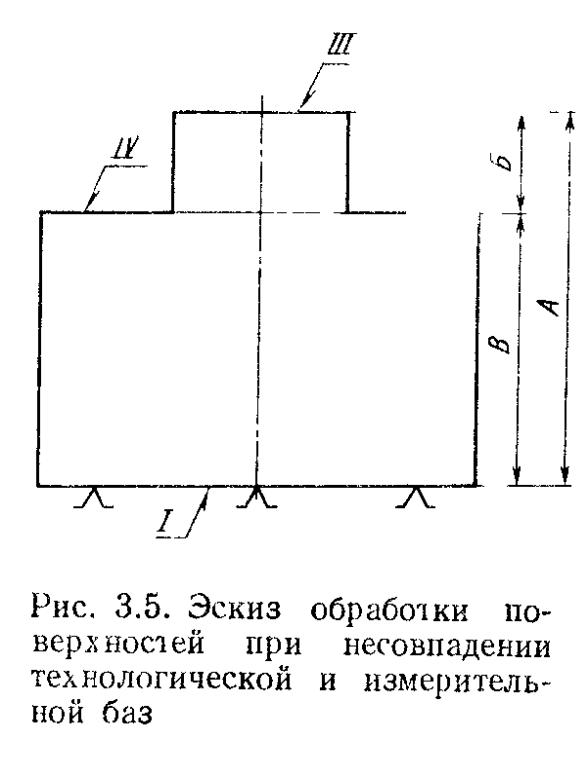
Пример. На рис. 3.5 приведен эскиз обрабатываемой заготовки с размерами А = — 80_0.74 мм; Б = 35+0,в2 мм, точность обоих размеров соотве1ствует 14-му квалитету (/Л4).
Поверхность /// является конструкторской и измерительной базами для поверхностей // и IV. Однако эти поверхности удобно обрабатывать на горизонтально-фрезерном станке набором двусторонних дисковых фрез с использованием в качестве технологической установочной базь поверхности /, которая не совпадает с конструкторской. При работе на настроенном станке (при автоматическом получении размера) положение фрез будет определяться не обозначенным в чертеже размером В. Технолог же обязан обеспечить обработку заготовки так, чтобы размер Б находился в заданных пределах.
Решив задачу расчетом размерной цепи методом максимума — минимума, будем иметь: А =, 80_0,3 мм (/Л2), В = 45z8;|§ мм, если же скорректировать предельные отклонения размера В до стандартных значений, то они будут соответствовать 11-му квалитету: 45а11(=§;||).
Рассмотренный пример показывает, что несовпадение конструкторских и технологических баз вызвало необходимость уменьшения допусков на размеры обрабатываемых поверхностей. Если такое повышение точности не может быть приемлемым по различным причинам, то следует рассмотреть другие варианты обработки поверхностей II и IV. Например, следует спроектировать приспособление, в котором для базирования заготовки нужно использовать поверхность /77, или обрабатывать одновременно комплектом фрез поверхности II, /// и IV при установке заготовки на поверхность /.
На этом примере можно убедиться в том, что конструктор обязан внимательно подходить к назначению размеров, анализируя технологические возможности обработки поверхностей заготовки. Неудачно проставленные размеры могут привести к значительному усложнению обработки заготовки и увеличению ее себестоимости.
Принцип постоянства баз заключается в том, что для выполнения всех операций обработки заготовки используются одни и те же технологические базы. Осуществление этого принципа снижает погрешности взаимного расположения обработанных поверхностей [10, 17]. Стремление к реализации этого принципа объясняется тем, что смена баз сопровождается возникновением погрешностей установки. Принцип постоянства баз в идеальном случае соблюдается, когда обработка всех поверхностей заготовки производится при одном установе с первоначальных баз. Этот принцип практически в полной мере используется при обработке с одного установа заготовок наиболее простых конструктивных форм (обработка на токарно-револьверных станках, токарных автоматах и полуавтоматах и др.). Заготовки сложной формы, имеющие разнообразные
поверхности, обрабатывают с одного установа при построении технологического процесса по принципу концентрации переходов на многоцелевых станках, станках с ЧПУ, многопозиционных станках-автоматах, на автоматических линиях.
В большинстве же случаев обработка заготовок производится за несколько операций.
Поэтому в начале технологического процесса создают надежные технологические базы, которые используют на последующих операциях. Однако в особых случаях приходится отступать от принципа постоянства баз. При выполнении большого числа операций технологические установочные багы могут приобретать различные дефекты: утрачивать первоначальные точность размеров, формы и расположения, а также параметр шероховатости. Например, наиболее надежными установочными базами при обработке корпусных заготовок считают плоскость и два точных отверстия, оси которых перпендикулярны ей. В ходе продолжительного технологического процесса у этих отверстий могут возникнуть различные дефекты. Поэтому часть операций выполняют на других базах.
В ряде случаев использование принципа постоянства баз может привести к усложнению выполнения технологического процесса, в результате чего увеличится себестоимость детали. Могут быть и другие причины изменения технологических баз. Когда возникает такая необходимость, в качестве новых баз следует принимать такие поверхности, которые связаны с базами, установленными после выполнения первой операции, высокими точностными параметрами.
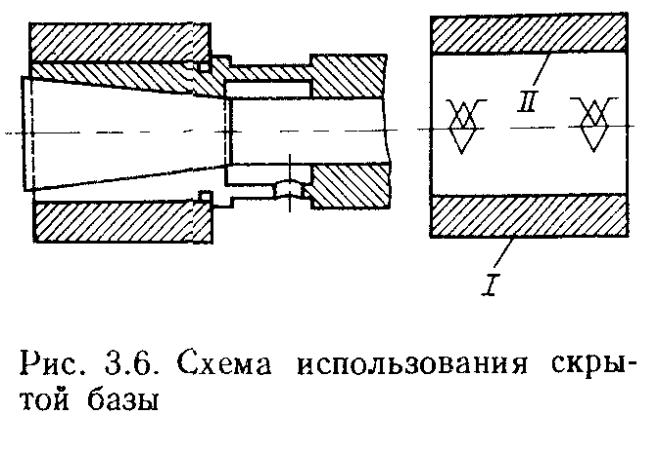
В подавляющем большинстве случаев при установке заготовок используют явные базы. Однако в некоторых случаях возникает необходимость перехода к скрытым базам. Например, при малом допускаемом отклонении от концентричности цилиндрических поверхностей / (рис. 3.6) и // в качестве технологической базы используют скрытую базу — ось точно обработанного отверстия, которая реализуется с номощью беззазорной оправки.
Принятая схема базирования должна обеспечить положение заготовки на станке или в приспособлении, необходимое для обработки поверхностей с заданной точностью. Разработчик технологического процесса определяет принципиальное задание для проектирования станочного приспособления. С этой целью на операционных эскизах указывают схему базирования, которая может быть заменена графическим обозначением опор, зажимов и установочных устройств в соответствии с ГОСТ 3.1107—81.В ГОСТ 21495—76, ГОСТ 3.1107—81, в литературе по технологии машиностроения, например [10, 21], приведены распространенные схемы базирования заготовок или изделий, примеры разработки схем базирования, условные обозначения опор, зажимов и установочных устройств и число лишаемых ими степеней свободы.