

20.4. Приспособления для зубообрабатывающих станков
Конструкция приспособлений для зубообрабатыва-ющих станков определяется схемой базирования, которая зависит от конструкции заготовки.
Основное назначение зажимных приспособлений — точная и стабильная фиксация зубчатого колеса во время нарезания зубьев. Поэтому приспособления должны быть достаточно жесткими, должны иметь высокую точность поверхностей, образующих комплект баз при базировании (шейки, торцы, отверстия и т. п.), не следует допускать смещения заготовки относительно центрирующих элементов; приспособления должны быть простыми, удобными для установки и снятия заготовки и быстродействующими (сокращается вспомогательное время).
Основной особенностью приспособлений является применение в них разжимных центрирующих элементов (чаще для беззазорного центрирования) и зажима заготовки.
Приспособления для шевингования, хонингования и шлифования зубчатых колес характеризуются простотой и являются универсальными нормализованными или типовыми. Как правило, это патроны, центра, втулки, оправки. Основная особенность приспособлений та, что в них выполняется беззазорная установка заготовок.
20.5. Приспособления для протяжных станков
Приспособления для внутреннего протягивания не имеют специальных зажимных устройств или механизмов. Характерной особенностью их является простота конструкции, так как обрабатываемая заготовка центрируется (кроме координатного протягивания) шейкой протяжки и силой резания прижимается к опорной поверхности планшайбы станка через промежуточные жесткие или самоустанавливающиеся фланцы или сменные втулки.
Общий вид приспособления для протягивания отверстий приведен на рис. 12.12.
Для протягивания плоских и фасонных поверхностей и шпоночных канавок на вертикально-протяжных станках применяют типовые или специальные приспособления с пневматическим, гидравлическим или пневмогидравлическим приводом.
20.6. Приспособления для обработки фасонных поверхностей
Для обработки фасонных и сложнопрофильных поверхностей применяют приспособления, отличительной особенностью которых является наличие копиров. Назначение копиров — направлять режущий инструмент относительно заготовки для получения заданной траектории его движения. Обработку с помощью приспособлений с копирами производят на фрезерных, токарных, расточных, шлифовальных и других станках. Использование специализированных станков (копировально-фрезерных и станков с ЧПУ) позволяет обрабатывать фасонные поверхности с применением обычных установочно-зажимных приспособлений. Не исключено применение стандартных систем УНП, УСП и др.
20.7. Приспособления для многоцелевых станков, агрегатных станков и автоматических линий
В связи с широким внедрением в промышленность прогрессивного металлорежущего оборудования — станков с ЧПУ, в том числе многоцелевых, станков фрезерно-сверлильной, фре-зерно-сверлильно-расточной и других групп, а также агрегатных станков и автоматических линий значительно возросли требования к технологической оснастке.
Многоцелевые станки, применяемые в мелко- и среднесерийном производстве, оснащают УНП и УСП, а в крупносерийном производстве — СНП и СРП.
Основные требования, предъявляемые к таким приспособлениям, следующие: высокая точность и жесткость; полное базирование заготовок в приспособлении и самого приспособления на станке; возможность обработки максимального числа поверхностей с одного установа заготовки; быстрая переналадка и быстрота зажима-разжима заготовки.
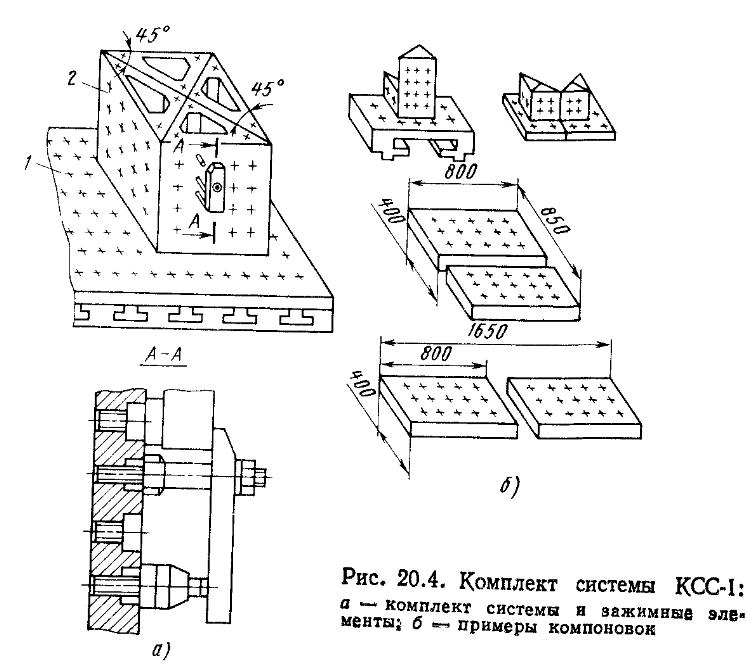
В настоящее время на станках с ЧПУ фрезерно-сверлильно-расточной группы и многоцелевых применяют комплект системы КСС-1 (комплект столов-спутников) универсально-наладочных приспособлений (УНП) (рис. 20.4).
Комплект системы КСС-1 и элементы зажимного устройства (рис. 20.4, а) состоят из унифицированных узлов: базовой плиты / и угольников 2 с сеткой отверстий (с шагом 50 ± 0,015 мм), верхнюю часть которых выполняют цилиндрической (диаметр 25Я7), а нижнюю — с резьбой (М20).
На рис. 20.4, б показаны примеры компоновок УНП. Отверстия предназначены для установки и закрепления сменных наладок и зажимных элементов комплекта.
Целесообразность использования УНП в конкретном производстве должна быть экономически обоснована.
Правильное решение вопросов оснащения станков с ЧПУ прогрессивными приспособлениями и другой оснасткой позволяет получить максимальный эффект от внедрения этих станков.
Отличительной чертой прогрессивных приспособлений для обработки заготовок на агрегатных станках является то, что в них можно обрабатывать несколько заготовок несколькими инструментами. Такие приспособления, как правило, оснащают быстродействующими пневматическими или гидравлическими 236 зажимными механизмами. Они имеют жесткие корпуса, снабжены устройствами для быстрой переналадки.
К приспособлениям для автоматических линий также предъявляются особые требования, которые изложены в подразд. 22.4.