

19.4. Расчет сил для закрепления заготовок
Силы Р, необходимые для закрепления заготовки, должны предотвратить возможный отрыв заготовки от установочных элементов приспособления, сдвиг или поворот ее под действием сил R резания и обеспечить надежное закрепление в процессе обработки. Силы резания и их моменты (М) определяют по формулам теории резания или по данным нормативных справочников. Сила резания зависит от твердости обрабатываемого материала, режимов резания, инструментов и других факторов. Силы закрепления должны быть достаточными с некоторым коэффициентом запаса К, который рассчитывают как произведение коэффициентов, учитывающих условия обработки [8, 22].
При конструировании приспособлений необходим расчет сил зажима. Расчетные силы являются исходными данными для проведения расчетов на прочность элементов зажимных устройств и силовых приводов.
Требуемые силы зажима определяются исходя из анализа взаимодействия сил резания, закрепления и их моментов.
Рассмотрим шесть характерных случаев такого взаимодействия (рис. 19.7).
На рис. 19.7, а силы закрепления Р и резания R имеют одинаковое направление и действуют на опору (опорная база). В этом случае Р будет минимальна. Она не должна превышать R.
На рис. 19.7, б силы имеют противоположное направление, тогда Р = КР, где К — коэффициент запаса; R — сила резания, Н.
На рис. 19.7, в силы направлены взаимно перпендикулярно, и силе резания противодействуют силы трения на опорах Pf2,а в точке закрепления — Pft. В этом случае Pfx -f- Pf2 = KR, откуда Р — KR/(h + /2)> гДе /1 и /2 — коэффициенты трения.
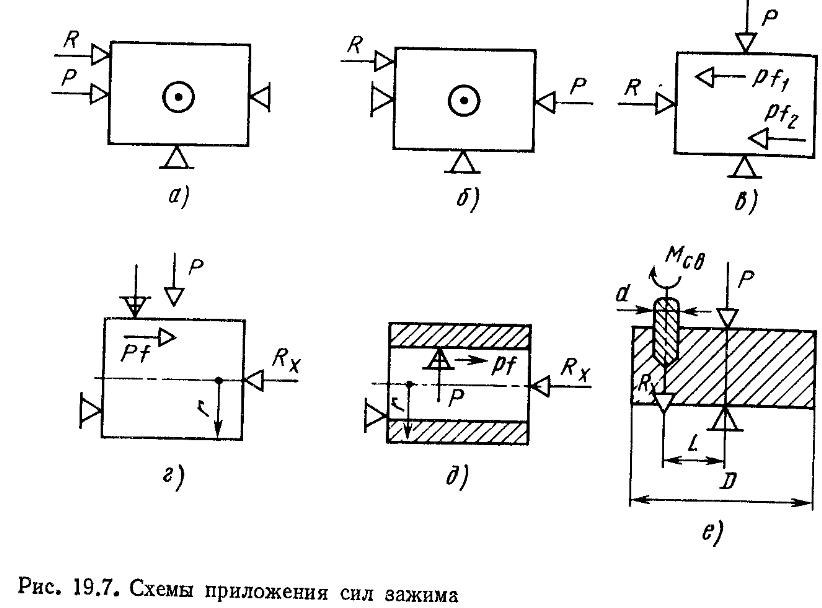
На рис. 19.7, г показана заготовка, закрепленная в трех-кулачковом самоцентрирующем патроне и находящаяся под действием момента резания М и осевой составляющей сил резания Ra. Момент М стремится повернуть заготовку вокруг оси, а осевая сила Rx — сдвинуть ее вдоль оси. Силу закрепления Р рассчитывают по формуле Р = KM/(3fr), где К — коэффициент запаса; М—момент силы резания, Н-мм; / — коэффициент трения; г — радиус заготовки, мм.
После расчета силы Р проверяют, возможен ли осевой сдвиг заготовки.
На рис. 19.7, д заготовка закреплена на цанговой оправке, сила закрепления Р = KMjif, г).
На рис. 19.7, е заготовка закреплена на кольцевой опоре и просверливаемое отверстие имеет диаметр d. Сила закрепления Р = K2MCBr/(dfL). Здесь Мсв — момент сверления, Н-мм; г — радиус, мм (в данном случае г — D/2, где D — диаметр заготовки); d — диаметр сверла; / — коэффициент трения; L — плечо, мм.
При установке заготовки на предварительно обработанную поверхность / принимают равным 0,1—0,15, на необработанную поверхность — 0,2—0,3, а при установке на штыри с рифленой поверхностью 0,5—0,7.
19.5. Устройства для направления
И ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ РЕЖУЩИХ
ИНСТРУМЕНТОВ
Устройства для направления и определения положения режущих инструментов способствуют повышению жесткости технологической системы, снижению потерь времени за счет увеличения параметров режимов резания и снижения времени на наладку, а также повышают точность обработки в среднем на 50%.
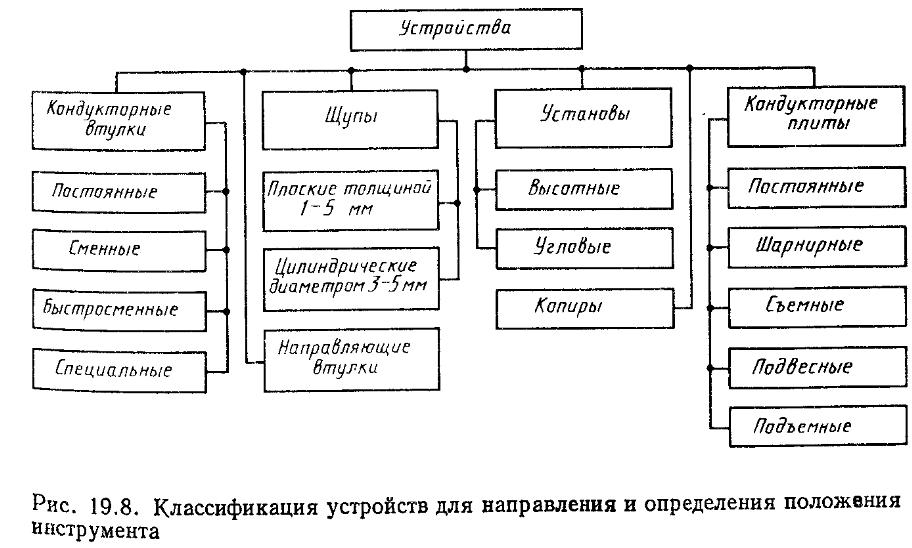
Классификация устройств приведена на рис. 19.8.
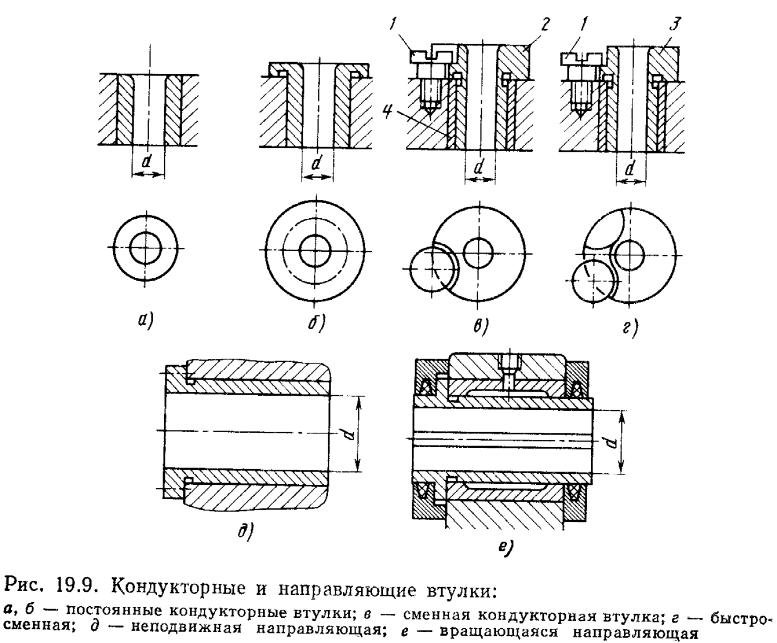
При выполнении сверления, зенкерования, растачивания и других операций жесткость режущего инструмента, расточных оправок, борштанг и технологической системы в целом часто оказывается недостаточной. Для устранения упругих отжимов инструмента применяют направляющие элементы в виде кондукторных и направляющих втулок (рис. 19.9). Кондукторные втулки стандартизованы.
Сменные втулки 6 (рис. 19.9, в) и быстросменные втулки 3 (рис. 19.9, г) устанавливают в промежуточные втулки 4 и закрепляют винтами /. Их применяют в условиях крупносерийного и массового производства.
Направляющие втулки применяют для направления расточных оправок. Они могут быть неподвижными и вращающимися (рис. 19.9, д, е). Вращающиеся втулки имеют шпоночный паз, с помощью которого через шпонку расточной оправки или бор-штанги обеспечивается принудительное вращение втулки.
Кондукторные втулки при обработке отверстий диаметром до 25 мм изготовляют из стали У10А, У11А и закаляют до твердости 60—65 НРХЭ.
К направляющим устройствам относятся кондукторные плиты. Плиты служат для установки кондукторных втулок.