

19.3. Зажимные элементы приспособлений
Конструкции зажимных устройств состоят из трех основных частей: привода, контактного элемента, силового механизма.
Привод, преобразуя определенный вид энергии, развивает силу Q, которая с помощью силового механизма преобразуется в силу зажима Р и передается через контактные элементы заготовке.
Контактные элементы служат для передачи зажимного усилия непосредственно на заготовку. Их конструкции позволяют рассредоточивать усилия, предотвращая смятие поверхностей заготовки, и распределять между несколькими точками опор.
Известно, что рациональный выбор приспособления сокращает вспомогательное время. Вспомогательное время можно сократить, применяя механизированные приводы.
Механизированные приводы в зависимости от типа и источника энергии могут быть подразделены на следующие основные группы: механические, пневматические, электромеханические, магнитные, вакуумные и др. Область применения механических приводов с ручным управлением ограничена, так как требуются значительные затраты времени на установку и снятие обрабатываемых заготовок. Наибольшее распространение получили приводы пневматические, гидравлические, электрические, магнитные и их комбинации.
Пневматические приводы работают по принципу подачи сжатого воздуха. В качестве пневматического привода могут быть использованы пневматические цилиндры (двустороннего и одностороннего действия) и пневматические камеры.
К недостаткам пневматических приводов относятся их относительно большие габаритные размеры. Сила Q(H) в пневмоцилиндрах зависит от их типа и без учета сил трения ее определяют по следующим формулам:
для пневмоцилиндров двустороннего действия для левой части цилиндра
![]()
для полости цилиндра со штоком
для цилиндров одностороннего действия

где р — давление сжатого воздуха, МПа; D — диаметр поршня, мм; d — диаметр штока, мм; г| — КПД, учитывающий потери в цилиндре, при D = 150 ... 200 мм п. = 0,90 ... 0,95; q — сила сопротивления пружин, Н. Давление сжатого воздуха обычно принимают равным 0,4—0,63 МПа.
Пневматические цилиндры применяют с внутренним диаметром 50, 75, 100, 150, 200, 250, 300 мм. Посадка поршня в цилиндре при использовании уплотнительных колец ^- или ,
а при уплотнении манжетами ^ту- или -щ-.
Использование цилиндров диаметром менее 50 мм и более 300 мм экономически невыгодно, в этом случае надо использовать другие виды приводов.
Пневматические камеры имеют ряд преимуществ по сравнению с пневмоцилиндрами: долговечны, выдерживают до 600 тысяч включений (пневмоцилиндры — 10 тысяч); компактны; имеют небольшую массу и проще в изготовлении. К недостаткам относят небольшой ход штока и непостоянство развиваемых усилий.
Гидравлические приводы по сравнению с пневматическими имеют следующие преимущества: развивают большие силы (15 МПа и выше); их рабочая жидкость (масло) практически несжимаема; обеспечивают плавную передачу развиваемых сил силовым механизмом; могут обеспечить передачу силы непосредственно на контактные элементы приспособления; имеют широкую область применения, поскольку их можно использовать для точных перемещений рабочих органов станка и подвижных частей приспособлений; позволяют применять рабочие цилиндры небольшого диаметра (20, 30, 40, 50 мм и более), что обеспечивает их компактность.
Пневмогидравлические приводы обладают рядом преимуществ по сравнению с пневматическими и гидравлическими: имеют высокие рабочие силы, быстроту действия, низкую стоимость и небольшие габариты.
Электромеханические приводы находят широкое применение в токарных станках с ЧПУ, агрегатных станках, автоматических линиях. Приводятся в действие от электродвигателя и через механические передачи, силы передаются на контактные элементы зажимного устройства.
Электромагнитные и магнитные зажимные устройства выполняют преимущественно в виде плит и планшайб для закрепления стальных и чугунных заготовок. Используется энергия магнитного поля от электромагнитных катушек или постоянных магнитов. Технологические возможности применения электромагнитных и магнитных устройств в условиях малосерийного производства и групповой обработки значительно расширяются при использовании быстросменных наладок. Эти устройства повышают производительность труда за счет снижения вспомогательного и основного времени (в 10—15 раз) при многоместной обработке.
Вакуумные приводы применяют для крепления заготовок из различных материалов с плоской или криволинейной поверхностью, принимаемой за основную базу. Вакуумные зажимные устройства работают по принципу использования атмосферного давления.
Сила (Н), прижимающая заготовку к плите: P = F (0,1-р)10-*,
где F — площадь полости приспособления, из которой удаляется воздух, см2; р — давление (в заводских условиях обычно р = = 0,01 ... 0,015 МПа).
Давление для индивидуальных и групповых установок создается одно- и двухступенчатыми вакуумными насосами.
Силовые механизмы выполняют роль усилителя. Основная их характеристика — коэффициент усиления
(/):
р — Сила закрепления, приложенная к заготовке, Н; Q — сила, развиваемая приводом, Н.
Силовые механизмы выполняют часто роль самотормозящего элемента в случае внезапного выхода из строя привода.
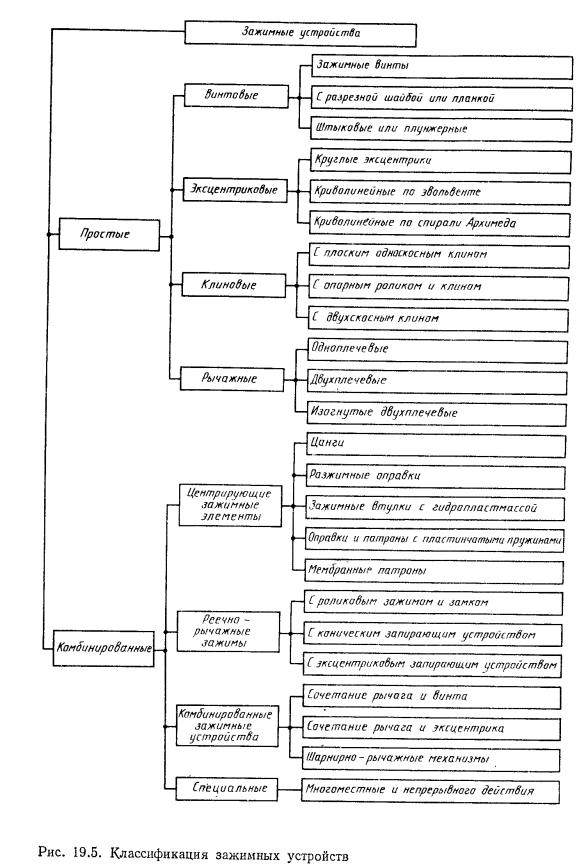
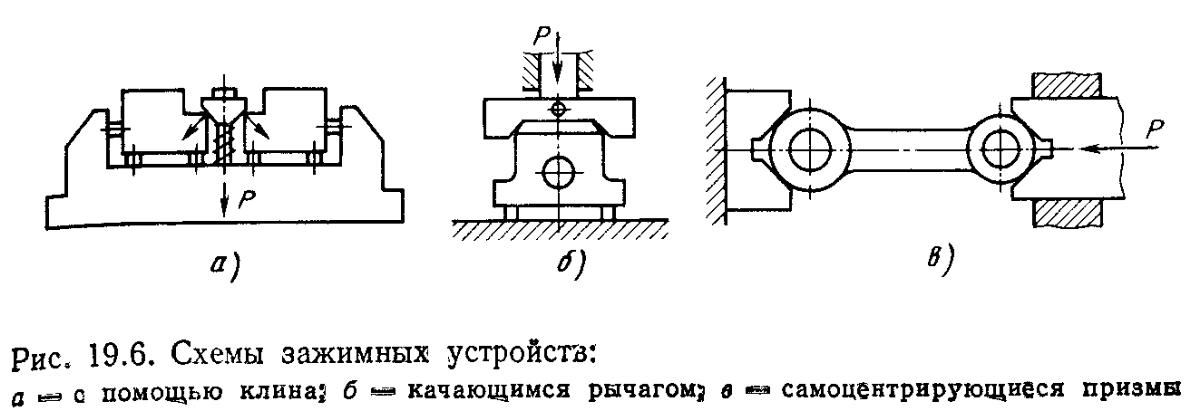
Классификация зажимных устройств приведена на рис. 19.5. Некоторые типовые схемы конструкций зажимных устройств показаны на рис. 19.6.