

Вопросы для самопроверки
По каким признакам классифицируют станочные приспособления?
В чем сущность совершенствования технологической оснастки?
Каковы характеристики стандартных систем станочных приспособлений?
От каких основных факторов зависит технико-экономическое обоснование применения оснастки для производства различных типов?
Как рассчитывают себестоимость изготовления станочного приспособления?
Какие технико-экономические расчеты необходимы при выборе стандартной системы приспособления?
Какие исходные данные необходимы для расчета сравнительной экономической эффективности при выборе варианта приспособления?
В чем сущность технического и экономического принципов при разработке технологических процессов?
Глава 19. Элементы приспособлений
19.1. Общие понятия
Основными элементами приспособлений являются установочные, зажимные, направляющие, делительные (поворотные), крепежные детали, корпуса и механизированные приводы. Их назначение следующее:
установочные элементы — для определения положения обрабатываемой заготовки относительно приспособления и положения обрабатываемой поверхности относительно режущего инструмента;
зажимные элементы — для закрепления обрабатываемой заготовки;
направляющие элементы — для осуществления требуемого направления движения инструмента;
делительные или поворотные элементы — для точного изменения положения обрабатываемой поверхности заготовки относительно режущего инструмента;
крепежные элементы — для соединения отдельных элементов между собой;
корпуса приспособлений (как базовых деталей) — для размещения на них всех элементов приспособлений;
механизированные приводы — для автоматического закрепления обрабатываемой заготовки.
К элементам приспособлений относятся также захватные устройства различных устройств (роботов, транспортных устройств ГПС) для захвата, зажима (разжима) и перемещения обрабатываемых заготовок или собираемых сборочных единиц.
19.2. Установочные элементы приспособлений
Установка заготовок в приспособлениях или на станках, а также сборка деталей включает в себя их базирование и закрепление.
Необходимость закрепления (силового замыкания) при обработке заготовки в приспособлениях очевидна. Для точной обработки заготовок необходимо: осуществлять ее правильное расположение по отношению к устройствам оборудования, определяющим траектории движения инструмента или самой заготовки; обеспечивать постоянство контакта баз с опорными точками и полную неподвижность заготовки относительно приспособления в процессе ее обработки.
Для полной ориентации во всех случаях при закреплении заготовка должна быть лишена всех шести степеней свободы (правило шести точек в теории базирования); в некоторых случаях возможно отступление от этого правила.
С этой целью применяют основные опоры, число которых должно быть равно числу степеней свободы, которых лишается
заготовка. Для повышения жесткости и виброустойчивости обрабатываемых заготовок в приспособлениях применяют вспомогательные регулируемые и самоустанавливающиеся опоры.
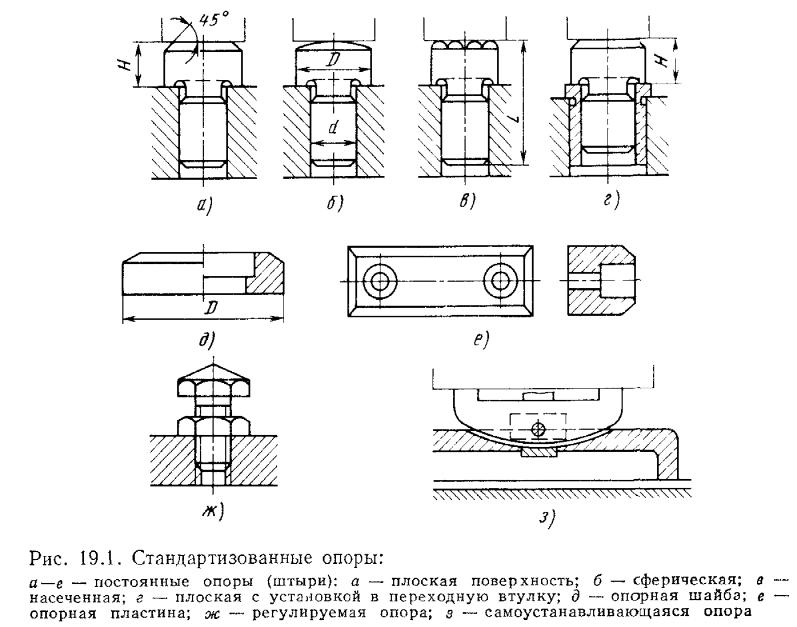
Для установки заготовки в приспособлении плоской поверхностью применяют стандартизованные основные опоры в виде штырей со сферической, насеченной и плоской головками, шайб, опорных пластин. Если невозможно установить заготовку только на основные опоры, применяют вспомогательные опоры. В качестве последних могут быть использованы стандартизованные регулируемые опоры в виде винтов со сферической опорной поверхностью и самоустанавливающиеся опоры.
Сопряжения опор со сферической, насеченной и плоской головками с корпусом приспособления выполняют по посадке или Применяют установку таких опор и через промежуточные втулки, которые сопрягаются с отверстиями корпуса по по-
Н7
садке ш.
Примеры стандартизованных основных и вспомогательных опор приведены на рис. 19.1.
Для установки заготовки по двум цилиндрическим отверстиям и перпендикулярной к их осям плоской поверхности применяют
стандартизованные плоские опоры и установочные пальцы. Чтобы избежать заклинивания заготовок при установке их на пальцы по точным двум отверстиям (#7) один из установочных пальцев должен быть срезанным, а другой — цилиндрическим.
Установка деталей на два пальца и плоскость нашла широкое применение при обработке заготовок на автоматических и поточных линиях, многоцелевых станках и в ГПС.
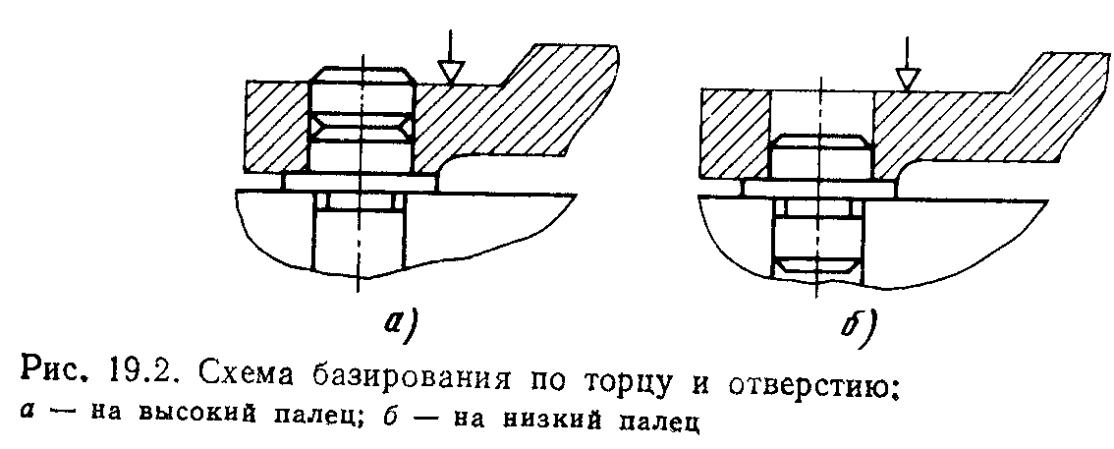
Схемы базирования по плоскости и отверстиям с применением установочных пальцев можно разделить на три группы: по торцу и отверстию (рис. 19.2); по плоскости, торцу и отверстию (рис. 19.3); по плоскости и двум отверстиям (рис. 19.4).
Рекомендуется установка заготовки на один палец по посадке -^g- или у^-, а на два пальца — по Из рис. 19.2 следует, что установка заготовки по отверстию на длинный цилиндрический несрезанный палец лишает ее четырех степеней свободы (двойная направляющая база), а установка на торец — одной степени свободы (опорная база). Установка заготовки на короткий палец лишает ее двух степеней свободы (двойная опорная база), но торец в этом случае является установочной базой и лишает заготовку трех степеней свободы. Для полного базирования необходимо создать силовое замыкание, т. е. приложить силы зажима. Из рис. 19.3 следует, что плоскость основания заготовки является установочной базой, длинное отверстие, в которое входит срезанный палец с параллельной относительно плоскости осью, направляющей базой (заготовка лишается двух степеней) и торец заготовки —• опорной базой.
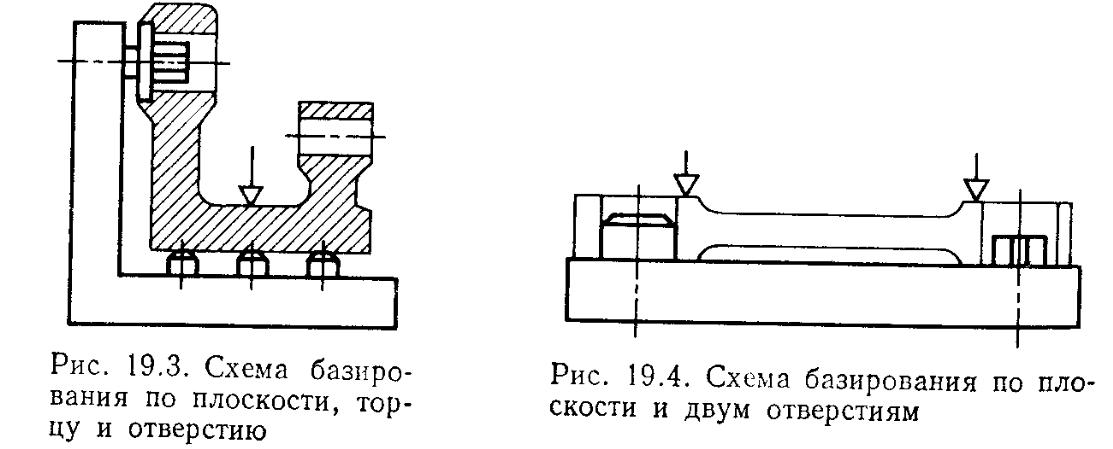
На рис. 19.4 показана заготовка, которую устанавливают по плоскости и двум отверстиям. Плоскость является установочной базой. Отверстия, центрируемые цилиндрическим пальцем, являются двойной опорной базой, а срезанным — опорной базой. Приложенные силы (показаны стрелкой на рис. 19.3 и 19.4) обеспечивают точность базирования.
Для установки заготовок наружной поверхностью и перпендикулярной к ее оси торцовой поверхностью применяют опорные и установочные призмы (подвижные и неподвижные), а также втулки и патроны.
К элементам приспособлений относятся установы и щупы для настройки станка на необходимый размер. Так, стандартизованные установы для фрез на фрезерных станках могут быть: высотные, высотные торцовые, угловые и угловые торцовые.
Плоские щупы изготовляют толщиной 3—5 мм, цилиндрические — диаметром 3—5 мм с точностью по 6-му квалитету (h6) и подвергают закалке 55—60 HRC3, шлифуют (параметр шероховатости Ra = 0,63 мкм).
Исполнительные поверхности всех установочных элементов приспособлений должны обладать большой износостойкостью и высокой твердостью. Поэтому их изготовляют из конструкционных и легированных сталей 20, 45, 20Х, 12ХНЗА с последующей цементацией и закалкой до 55—60 HRQ (опоры, призмы, установочные пальцы, центры) и инструментальных сталей У7 и У8А с закалкой до 50—55 HRQ, (опоры с диаметром меньше 12 мм; установочные пальцы с диаметром менее 16 мм; установы и щупы).