

Электронно-лучевая обработка
Этот метод основан на использовании тепловой энергии, выделяющейся при столкновении быстродвижущихся электронов с обрабатываемым материалом. Электронно-лучевую обработку применяют для изготовления деталей из твердых сплавов, алмазов, титана и других труднообрабатываемых материалов. Этим методом выполняют прошивку отверстий, резку, сварку и т. п. Производительность прошивки невысокая: на черновых режимах — 20 мм3/мин, на чистовых — 1 мм3/мин; точность обработки 5—20 мкм; параметр шероховатости поверхности Ra = = 3,2 ... 0,8 мкм.
Недостатки этой обработки следующие: необходимость защиты от рентгеновского излучения; относительно высокая стоимость и сложность оборудования (установок); применение глубокого вакуума.
17.2. Электрохимические методы обработки
Широко освоенной разновидностью электрохимической обработки является размерная обработка в проточном электролите. Формообразованию поверхностей поддаются довольно сложные поверхности лопаток, штампов, пресс-форм и др. Например, по данным Горьковского автозавода, производительность обработки ковочных штампов для штамповки шатунов, вилок крестовин составляет 4,2—8,3 см3/мин. Время обработки 13—30 мин.
Электрохимическую обработку отверстий осуществляют полыми электродами путем наружного или внутреннего подвода электролита.
Электрохимическое полирование
Обработка основана на том, что под действием электрического тока в электролите происходит растворение поверхности заготовки — анода. Растворение происходит по всей поверхности, однако выступающие гребешки неровностей растворяются быстрее. В результате поверхность как бы выравнивается и уменьшается параметр шероховатости до Ra — 0,2 мкм.
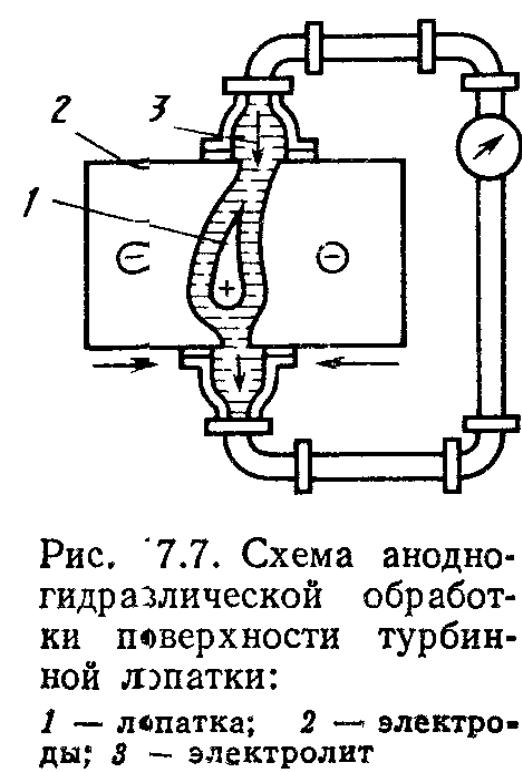
Анодно-гидравлическая обработка
Метод обработки основан на анодном растворении. Интенсивность анодного растворения зависит от расстояния между электродами: чем оно меньше, тем интенсивнее происходит растворение. Поэтому при сближении электродов поверхность анода (заготовки) будет в точности копировать поверхность катода (инструмента). Удаляют продукты растворения и обновления электролита прокачиванием электролита через зону обработки (рис. 17.7).
На рис. 17.7 стрелками показано направление движения электродов и электролита. Подбирая электролит, этим методом можно обрабатывать практически любые токопроводящие материалы с достаточно высокой производительностью, достигая высокого качества обрабатываемой поверхности (Ra = 12,5 ... 0,8 мкм). Процесс производится на электрохимических станках.
Наряду с электрофизической и электрохимической обработкой применяют комбинированные методы.
Комбинированные методы
К этим методам относятся элек троэрозионно-химическая, ультразвуковая
и электрохимическая, абразивно-электрохимическая и другая обработка. Они, как правило, сочетают в себе преимущества электрофизических и электрохимических методоз. Это сочетание позволяет увеличивать производительность обработки до 20 раз, не снижая качества обработки. Существующие электро-эрозионно-ультразвуковые станки позволяют использовать оба метода как раздельно, так и вместе.