

Плазменная обработка
Плазменная обработка — это обработка материалов низкотемпературной плазмой, генерируемой дуговыми или высокочастотными плазмотронами.
Плазма — частично или полностью ионизированный газ, в котором плотности положительных и отрицательных зарядов практически одинаковы.
При плазменной обработке изменяются форма, размеры, структура обрабатываемого материала или состояние его поверхности. Плазменная обработка получила широкое применение при резке заготовок, нанесении покрытий, наплавке и сварке. Резка осуществляется сжатой плазменной дугой, которая горит между анодом (заготовка) и катодом (плазменная горелка). Процесс высокопроизводительный, что позволяет применять его в поточном непрерывном производстве.
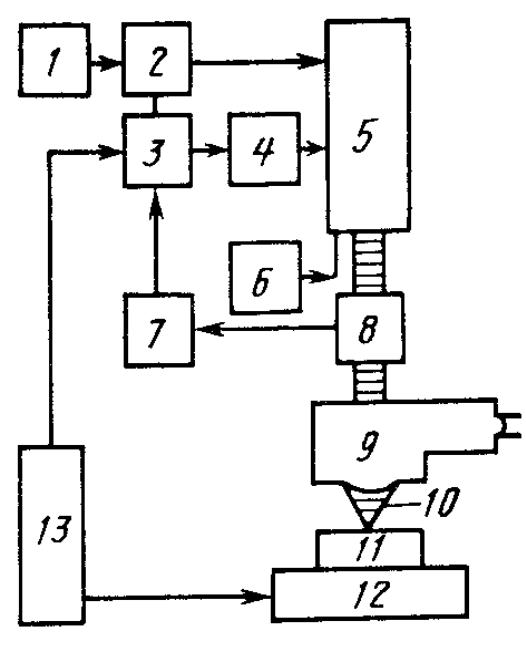
Рис. 17.6. Типовая структурная схема лазерной
установки с твердотельным лазером: / — зарядное устройство; 2 — емкостный накопитель; g система управления; 4 — блок поджига; 5 — лазер- ная головка; 6 — система охлаждения; 7 — система ста- билизации энергии излучения; 8 — датчик энергии излу- чения; 9 — оптическая система; 10 — сфокусированный луч лазера; // — обрабатываемая заготовка; 12 — коор- динатный стол; 13 — система программного управления
Нанесение покрытий напылением производится для защиты деталей, предназначенных для работы в особых условиях (высокие температуры, агрессивные среды, интенсивный изгиб). Покрывают детали тугоплавкими металлами, карбидами и др.
Плазменную обработку применяют также для получения порошков металлов, используемых в порошковой металлургии. Точность плазменной обработки и шероховатость поверхности зависят от многих факторов и еще недостаточно изучены.
Лазерная обработка
В последнее время получила распространение лазерная технология. Лазерная технология — обработка и сварка материалов излучением лазеров. Лазер — источник электромагнитного излучения атомов и молекул видимого, инфракрасного и ультрафиолетового диапазонов. Мощные лазеры позволяют производить резку, сверление, закалку и сварку различных материалов без возникновения в них механических напряжений, неизбежных при обычной обработке. Обрабатываются заготовки из материалов любой твердости, металлов, алмазов, рубинов и др. с большой точностью [7].
Для технологических целей применяют твердотельные и газовые лазеры, которые могут работать как в непрерывном, так и в импульсном режимах.
Основными характеристиками лазерного излучения являются мощность излучения (Вт), длина волны (0,4—10,6 мкм), длительность (мс) и форма импульсов, расходимость пучка.
Лазерный луч применяют для прошивания отверстий диаметром от нескольких микрометров до десятков миллиметров и глубиной до 15 мм. Производительность лазерных установок довольно высокая: 60—240 отверстий в 1 мин.
Типовая структурная схема лазерной установки с твердотельным лазером приведена на рис. 17.6.
При лазерной резке ширина реза обычно составляет 0,3— 1 мм, толщина разрезаемого материала — до 10 мм. Скорость резки зависит от толщины и свойств обрабатываемого материала и составляет 0,5—10 м/мин.