

Глава 16. Методы изготовления деталей из пластмасс
16.1. Свойства и виды пластмасс
Пластические массы (пластмассы) — неметаллические материалы, которые получают на основе высокомолекулярных соединений — полимеров.
Пластмассы, полученные из искусственных и естественных смол и их смесей с различными веществами, можно формировать прессованием, литьем и выдавливанием. Они обладают ценными физико-механическими свойствами, из них легко изготовить детали сложной конструкции. Пластмассы широко применяют в машиностроении. Из пластмасс изготовляют широкую номенклатуру различных деталей — от пробок, заглушек, прокладок, вкладышей для подшипников, сепараторов, бесшумных зубчатых колес, лопастей вентиляторов, радио- и электроаппаратуры до крупных изделий в автомобилестроении и электротехнике (шкивы, бамперы, рычаги и т. п.).
Пластические массы различают по свойствам и методам обработки. В зависимости от свойств различают следующие пластмассы:
термореактивные (термонеобратимые); эти пластмассы при нагревании размягчаются и плавятся (претерпевают внутренние химические изменения — полимеризацию) и переходят в твердое неплавкое и нерастворимое состояние; после отвердения в горячей пресс-форме они становятся непригодными для последующего прессования, и поэтому их называют необратимыми. К ним относятся фенопласты и аминопласты различных марок (стеклово-локниты, пресс-материалы, текстолиты и др.);
термопластические (термообратимые); такие пластмассы при нагревании размягчаются или плавятся и под влиянием внешнего давления заполняют полость пресс-формы; при этом внутренних химических изменений пластмассы не претерпевают, так как они не полимеризуются; эти пластмассы после отвердения в пресс-форме не переходят в неплавкое и нерастворимое состояние и могут быть снова использованы для прессования, поэтому их называют обратимыми. К ним относятся: полиэтилен, полипропилен, полистирол, фторопласт, целлулоид, капрон А, Б, В, поликарбонат, полихлорвинил и др.
По методам обработки пластмассы можно подразделить на четыре группы:
для прессования: термореактивные прессовочные порошки различных марок, пропитанные смолой слоистые пресс-материалы, пресс-материалы на основе минеральных наполнителей и др.? термопластические материалы — этрол (на основе простых и сложных эфиров целлюлозы), полистирол, полихлорвинил ас-фальтобитумные прессовочные композиции и др.);
для литья без применения давления: термореактивные и фе-нольно-формальдегидные и мочевино-формальдегидные литые смолы;
для штамповки, дутьевого и вакуумного формования: органическое стекло, эфиры целлюлозы и др.
16.2. Методы изготовления деталей из пластмасс прессованием и литьем
Детали из пластмасс производят в основном в специальных металлических пресс-формах. Различают пресс-формы для компрессионного и литьевого прессования и для литья под давлением.
Для компрессионного и литьевого прессования применяют гидравлические прессы усилием 245—10 ООО кН.
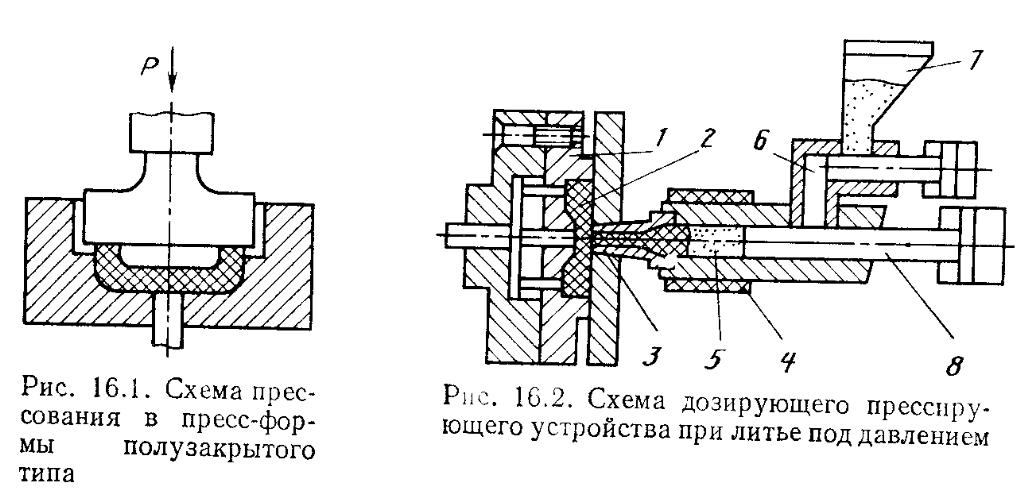
Компрессионное прессование (рис. 16.1) заключается в следующем. В рабочую полость нагретой пресс-формы загружают определенное количество пластмассы, которая под воздействием нагревания и давления заполняет рабочую полость пресс-формы; после выдержки при определенной температуре в течение определенного времени пресс-форму раскрывают и готовая деталь выталкивается из пресс-формы.
Литьевое прессование осуществляется на обычных гидравлических прессах, в которых загрузочная камера пресс-формы находится вне формующей рабочей полости; в этой камере пресс-материал нагревается и в полужидком состоянии под давлением прессующего пуансона протекает по литникам в рабочую полость пресс-формы. Таким методом достигают более высокой точности деталей, чем компрессионным прессованием.
Литье под давлением применяют для получения деталей главным образом из термопластических масс. Литье под давлением производят на специальных автоматических и полуавтоматических машинах. На рис. 16.2 показана схема дозирующего прессующего устройства литьевых машин. Литье под давлением — процесс более производительный по сравнению с предыдущими компрессионным и литьевым процессами, оно позволяет получать детали самой сложной конфигурации. Литье под давлением происходит следующим образом. Материал поступает в специальный бункер 7,
 из
которого через дозирующее устройство
6
подается
в литьевой цилиндр 5
с
обогревательными устройствами 4
(электрическими).
Материал переходит в полужидкое состояние
и под давлением поршня 8
впрыскивается
через сопло 3
и
литники в рабочую полость пресс-формы
/. Пресс-форма имеет относительно более
низкую температуру, чем литьевой цилиндр,
и поэтому пресс-материал быстро
затвердевает, образуя деталь 2.
Литье
под давлением применяют в крупносерийном
и массовом производстве.
из
которого через дозирующее устройство
6
подается
в литьевой цилиндр 5
с
обогревательными устройствами 4
(электрическими).
Материал переходит в полужидкое состояние
и под давлением поршня 8
впрыскивается
через сопло 3
и
литники в рабочую полость пресс-формы
/. Пресс-форма имеет относительно более
низкую температуру, чем литьевой цилиндр,
и поэтому пресс-материал быстро
затвердевает, образуя деталь 2.
Литье
под давлением применяют в крупносерийном
и массовом производстве.