Обработка шлицевых поверхностей в отверстиях
Шлицы в отверстиях, как правило, протягивают. Протягивание цилиндрической поверхности и шлицев осуществляют раздельно или комбинированной шлицевой протяжкой на горизонтально-протяжных станках. Протягивание — высокопроизводительный процесс. Параметр шероховатости обработанной поверхности Ra — 1,7 ... 0,8 мкм.
Внутреннюю поверхность шлицев шлифуют на внутришлифо-вальных станках. Для получения точного наружного диаметра впадин шлицевого отверстия его калибруют, а иногда и притирают.
15.7. Методы обработки фасонных поверхностей
Наряду с цилиндрическими и плоскими поверхностями в технике широко распространены поверхности, ограниченные различного рода кривыми линиями. Такие геометрические поверхности называют фасонными. Кроме стандартных фасонных поверхностей (резьба, зубья зубчатых колес, шлицы, обработка которых рассмотрена выше), существует много специальных, из них чаще прямолинейно-фасонные поверхности, фасонные поверхности вращения. Более сложные поверхности — объемно-фасонные — встречаются значительно реже. Все методы обработки фасонных поверхностей можно классифицировать следующим образом: обработка фасонным инструментом; обработка по разметке; обработка с помощью копировальных устройств; обработка на копировальных станках; обработка на станках с ЧПУ.
Наиболее производительна и. проста обработка фасонным инструментом (точение, фрезерование, протягивание, шлифование и т. д.).
Обработка по разметке — метод наиболее простой, и его применяют в единичном и мелкосерийном производстве (строгание, фрезерование и т. д.).
Применение копировальных устройств в станках общего назначения целесообразно в серийном и массовом производстве. Копировальные станки определенного назначения целесообразно применять только в крупносерийном и массовом производстве. Вместо обработки с помощью копировальных устройств с успехом применяют обработку с управлением с помощью командоаппаратов, программных устройств с электронно-гидравлическим приводом и обработку на станках с ЧПУ.
Обработка фасонных поверхностей точением, растачиванием и сверлением
Фасонными резцами обрабатывают на токарных станках обычно фасонные поверхности небольшой длины методом врезания. Обтачивание фасонной поверхности, как правило, выполняют как самостоятельную операцию. На станках, приспособленных для автоматического получения размеров (револьверные, полуавтоматы, автоматы), фасонную поверхность обрабатывают за одну операцию вместе с другими поверхностями.
Обычно ширина фасонных призматических и круглых резцов не превышает 60 мм, так как ее увеличение вызывает вибрации технологической системы. Несмотря на малые подачи (5 = 0,01 ... 0,08 мм/об) и скорости резания (v = 20 ... 40 м/мин), получается достаточно высокая производительность благодаря малому пути резания.
В единичном производстве можно производить точение по разметке, которую делают не на заготовке, а на металлической, пластине (рис. 15.11) или на листе бумаги, которые закрепляют на станке. Манипулируя рукоятками продольного и поперечного движения подачи с помощью конца чертилки 2, воспроизводящей размеченный профиль, производят обработку заготовки 3. Точность и производительность этого метода низкие.
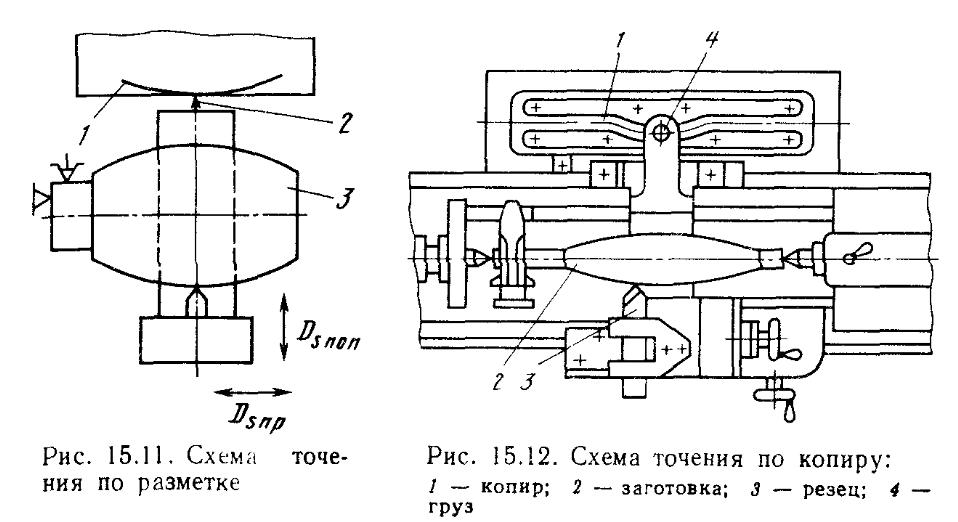
При обработке сравнительно длинных фасонных поверхностей вращения применяют копиры. Применение копиров позволяет производить обточку профилей разнообразного вида.
Схема обработки фасонной детали с применением одностороннего копира показана на рис. 15,12.
Обтачивание фасонных поверхностей может быть осуществлено на обычных токарных станках с помощью специального гидрокопировального суппорта или на специальных гидрокопировальных станках подобно тому, как обтачиваются ступенчатые валики. Только в этом случае устанавливают копиры соответствующего профиля.
Обработку отверстий фасонных поверхностей растачиванием выполняют, как и наружное обтачивание, фасонными резцами, по копирам и т. п.
Обработка фасонных отверстий сверлением осуществляется фасонными перовыми сверлами. Окончательная обработка отверстий (например, конических, ступенчатых) может быть осуществлена фасонным зенкером или разверткой.
Обработка фасонных поверхностей фрезерованием, строганием, протягиванием
Замкнутые фасонные и незамкнутые прямолинейно-фасонные поверхности чаще всего получают фрезерованием.
В массовом и крупносерийном производстве при фрезеровании коротких фасонных поверхностей применяют фасонные фрезы. При обработке значительных по длине профилей, когда фасонные Фрезы применить невозможно или затруднительно, находит ши-рокое применение фрезерование по копиру. Обработка по копиру может осуществляться сочетанием продольного движения с поперечным и поступательного движения с вращательным.
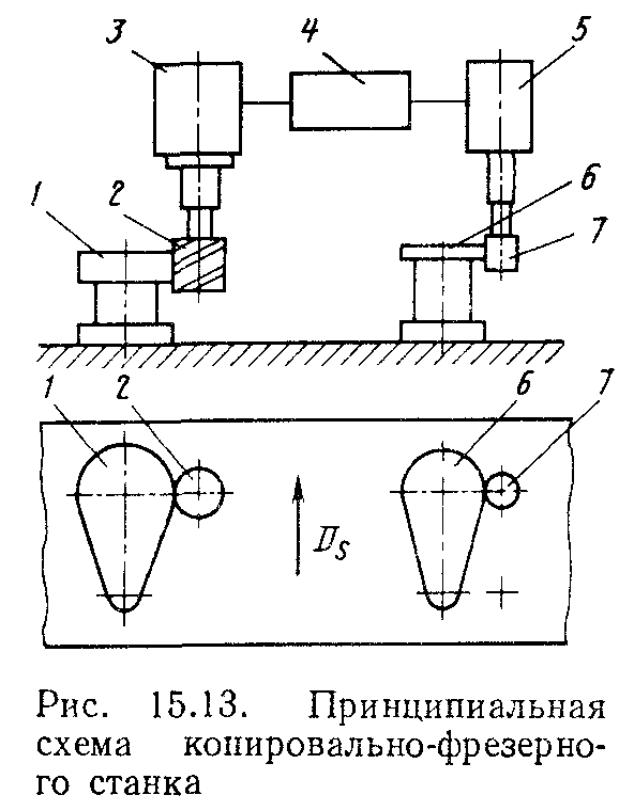
Принципиальная схема копиро-вально-фрезерного станка приведена на рис. 15.13. В этих станках следящий палец 7 (или ролик), перемещаясь по копиру 6, получает дополнительные перемещения, перпендикулярные основному направлению. Эти дополнительные перемещения через копировально-измерительный механизм 5 воздействует на усилительное устройство 4 и через шпиндель 3 и фрезу 2 осуществляют контурную обработку заготовки /. Обработка объемных фасонных поверхностей осуществляется на специальных копировальных станках. Системы программного управления металлорежущими станками служат для автоматического регулирования перемещений исполнительных органов станка по заданной программе, необходимых для выполнения обработки. Это управление дает возможность обрабатывать фасонные поверхности без применения специальных копиров.
Станки с ЧПУ используют для обработки фасонных поверхностей практически в производстве всех типов. Они позволяют увеличивать производительность на 50% и выше по сравнению с производительностью обычных фрезерных станков.
Обработка фасонных поверхностей строганием может производиться фасонным профильным инструментом, а также по разметке, по шаблону или с применением копиров.
В крупносерийном и массовом производстве фасонные поверхности нередко обрабатывают протягиванием. Принципиально схемы протягивания аналогичны рассмотренным в предыдущих главах.
В качестве отделочной обработки применяют шлифование фасонных поверхностей и при необходимости —■ полирование.
Шлифование фасонных поверхностей осуществляется обычно с помощью шлифовальных кругов с криволинейной образующей на кругло- или внутришлифовальных станках. Шлифование можно проводить и на бесцентрово-шлифовальных станках.
Точность чистового шлифования — в пределах 7—6-го ква-литета и достигаемая шероховатость Ra = 1,25 ... 0,5 мкм.
Для различных методов обработки типовых поверхностей деталей машин, изложенных в гл. 12—15, в табл. 15.1 приведены формулы для расчета основного времени (t0).