

Хонингование цилиндрических зубчатых колес
Хонингование применяют для чистовой отделки зубьев, как правило, закаленных цилиндрических колес внешнего и внутреннего зацеплений. Процесс осуществляется на зубохонинго-вальных станках с помощью зубчатого абразивного инструмента — хона.
Зубчатые хоны представляют собой прямозубые или косо-зубые колеса, обычно состоящие из стальной ступицы и абразивного венца того же модуля, что и обрабатываемое колесо. Частота вращения хона 180—200 мин-1, скорость подачи стола 180— 210 мм/мин. Время хонингования зубчатого колеса 30—60 с.
Хонингование позволяет уменьшить параметры шероховатости и тем самым повысить долговечность зубчатой передачи.
К отделочным методам относятся также: обкатка зубьев и при катка (зацепление с эталонным колесом); притирка (искусственное изнашивание рабочей поверхности зубьев притирами с применением абразивной пасты); приработка (притирание пары зубчатых колес без притира) и др.
15.6. Методы обработки шпоночных и шлицевых поверхностей Обработка шпоночных пазов
Для передачи крутящего момента деталям, сопряженным с валом, широко применяют шпоночные и шлицевые соединения. Наибольшее распространение в машиностроении получили призматические и сегментные шпонки.
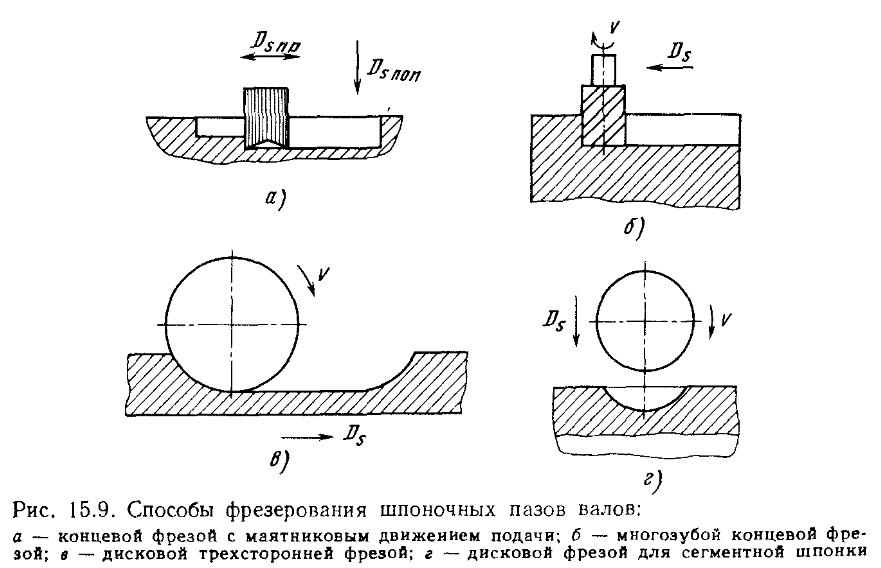
Шпоночные пазы для призматических шпонок обычно фрезеруют (рис. 15.9) на шпоночно-фрезерных станках (серийное и массовое производство) специальной двуперой концевой фрезой с челночным движением подачи (рис. 15.9, а), на фрезерных станках — многозубыми концевыми фрезами (рис. 15.9, б) и дисковыми трехсторонними фрезами (рис. 15.9, в). Фрезерование пазов для сегментных шпонок производят специальной дисковой фрезой на обычных фрезерных станках (рис. 15.9, г).
Более точным способом является фрезерование пазов с маятниковым движением подачи. Сквозные шпоночные канавки можно обрабатывать на строгальных станках.
Шпоночные канавки в отверстиях втулок обрабатывают в единичном и мелкосерийном производстве на долбежных станках (долбление), а в серийном и массовом производстве — на протяжных станках (протягивание).
Обработка шлицевых поверхностей на валах
Шлицевые соединения широко распространены в машиностроении, их применяют для передачи больших крутящих моментов. Форма шлицев бывает прямоугольная, эвольвентная,
треугольная и трапецеидальная. При обработке шлицев точность по центрирующим элементам достигается по 8— 7-му квалитету.
Известно, что для шлицевого сопряжения может осуществляться внутренней и боковы
Обработка шлицевых поверхностей на валах производится различными методами, наиболее распространенным из которых является фрезерование дисковыми фасонными фрезами на горизонтально-фрезерных станках (рис. 15.10, а), обкаткой шлицевыми червячными фрезами на шлицефрезерных или обычных зубофрезерных станках.
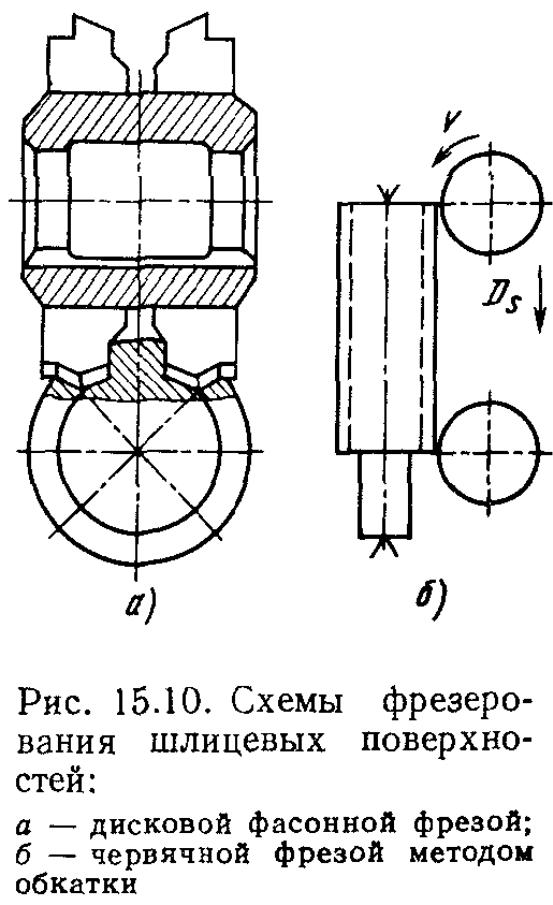
Более совершенным и точным методом является фрезерование методом обкатки (рис. 15.10, б). Окончательная обработка шлицев по методу обкатки производится чистовым фрезерованием червячными шлицевыми фрезами высокого класса точности (АА и А).
Более прогрессивными высокопроизводительными процессами образования шлицев является контурное шлицестрогание (Ra = = 2,5 ... 1 мкм) и шлицепротягивание (Ra — 1,6 ... 0,8 мкм).
Перспективным процессом образования шлицев является холодное накатывание. Накатывание выполняется роликами, рейками и многороликовыми профильными головками. Накатыванию подвергают заготовки (твердостью не более 220 НВ). Точность накатывания довольно высокая, параметр шероховатости поверхности Ra = 1,0 ... 0,8 мкм.
Чистовую обработку шлицевых поверхностей осуществляют шлифованием. Шлифование наружных диаметров выполняют на обычных круглошлифовальных станках.
Точность шлифования соответствует 7-й степени, и шероховатость поверхности Ra = 1,25 ... 0,4 мкм.