

Нарезание внутренней резьбы метчиками
Метчики бывают ручные и машинные различных конструкций. Нарезание резьбы машинными метчиками может производиться как в сквозных, так и в глухих отверстиях на станках различных групп: резьбонарезных, сверлильных, револьверных, токарных автоматах и полуавтоматах и др.
Необходимым условием для нарезания метчиками резьбы является наличие реверсирующего устройства (переключение вращения с рабочего хода инструмента на обратный).
Для нарезания резьбы метчиками применяются различные типы патронов: жесткие, плавающие, самовыключающиеся при соприкосновении с упором, самовыключающиеся при перегрузке крутящим моментом и др.
Жесткие патроны применяют на автоматах и полуавтоматах, а также на станках с ЧПУ. При большом отклонении от соосности метчика и отверстия применяют плавающие патроны (см. рис. 12.11).
В массовом и крупносерийном производстве получили широкое распространение метчики сборной конструкции (резьбонарезные головки), которые могут нарезать резьбу без реверсирования.
Фрезерование резьбы
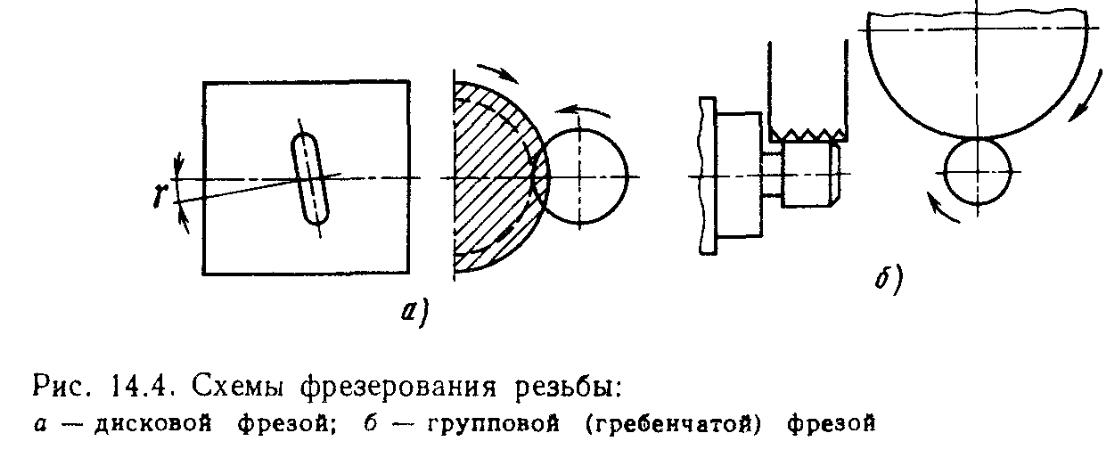
Фрезерование резьбы широко распространено в серийном и массовом производстве и применяется для нарезания наружных и внутренних резьб на резьбофрезерных станках (рис. 14.4). Оно осуществляется двумя основными способами: дисковой фрезой (рис. 14.4, а) и групповой (гребенчатой) фрезой (рис. 14.4, б).
Нарезание дисковой фрезой применяют при нарезании резьб с большим шагом (Р) и круглым профилем и главным образом для предварительного нарезания трапецеидальных резьб за один, два или три рабочих хода. При нарезании фреза вращается и совершает поступательное движение вдоль оси заготовки, причем перемещение за один оборот заготовки должно точно соответствовать шагу резьбы.
Гребенчатая резьбовая фреза представляет собой набор нескольких дисковых резьбовых фрез. Полное нарезание происходит
 за
1,2 оборота заготовки (0,2 оборота необходимы
для полного врезания и перекрытия места
врезания).
за
1,2 оборота заготовки (0,2 оборота необходимы
для полного врезания и перекрытия места
врезания).
Фрезерование резьбы является одним из наиболее производительных методов обработки резьбы.
14.3. Шлифование резьбы
Шлифование резьб применяют для повышения их точности. Его выполняют чаще всего после термической обработки заготовок. Резьбошлифование может быть наружным и внутренним, осуществляется на различных резьбошлифовальных станках. Существуют следующие способы шлифования резьбы: однопрофильным кругом; многопрофильным кругом с продольным движением подачи; врезное; широким многопрофильным кругом.
Шлифование однопрофильным кругом является универсальным и точным методом. Его применяют для изготовления метчиков, резьбовых пробок, резьбовых колец и т. п.
Многопрофильные круги, шлифующие резьбу с продольным движением подачи, имеют заходную конусную часть. В обработке участвуют все нитки шлифовального круга, что является преимуществом перед врезным шлифованием, так как увеличивает производительность.
В массовом производстве успешно применяют высокопроизводительный метод шлифования резьбы — бесцентровое шлифование.
14.4. Накатывание резьбы
Обработка резьбы накатыванием (выдавливанием) осуществляется последовательным или одновременным копированием путем пластического деформирования профиля накатного резьбового инструмента на заданном участке заготоьки.
Накатывание наружной резьбы можно осуществлять на резь-бонакатных и специальных автоматических станках двумя способами: плоскими плашками (рис. 14.5, а) и накатными роликами (рис. 14.5, б, в, г).
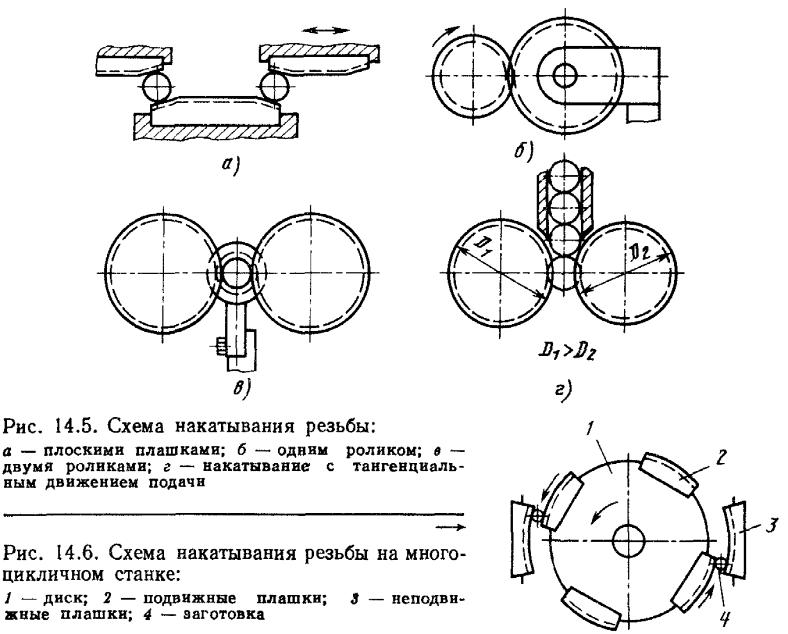
На практике широко распространено накатывание резьбы роликами с радиальным продольным и тангенциальным движениями подачи. Наибольшее распространение получил способ накатывания резьбы двумя роликами (рис. 14.5, в). Более производительным является накатывание с тангенциальным движением подачи (рис. 14.5, г). Станки, работающие такими способами, называют двух- и трехцикличными. Наибольшей производительности достигают применением многоцикличных резьбонакатных автоматов (рис. 14.6).
Накатывание резьбы в отверстиях осуществляют бесстружечными метчиками, роликами и накатными головками. При накатывании внутренней резьбы в глубоких отверстиях применяют схему с осевым движением подачи ролика.
Накатыванием можно получить резьбы диаметром 0,3—150 мм на деталях из сталей твердостью НВ 120—340, а также из цветных металлов и сплавов.