

2.2. Оценка качества продукции
Общая схема оценки уровня качества продукции приведена на рис. 2.2. Оценку уровня качества продукции производят сравнением совокупности показателей качества этой продукции с соответствующей совокупностью показателей качества базового образца (совокупностью базовых значений показателей).
На стадии разработки базовыми образцами могут служить перспективные образцы продукции, показатели качества которой заложены в техническом задании, техническом или рабочем проекте; на стадии изготовления базовым образцом продукции может быть продукция, показатели качества которой в момент оценки отвечают самому высокому мировому уровню.
Методы оценки качества продукции определены ГОСТ 15467—79.
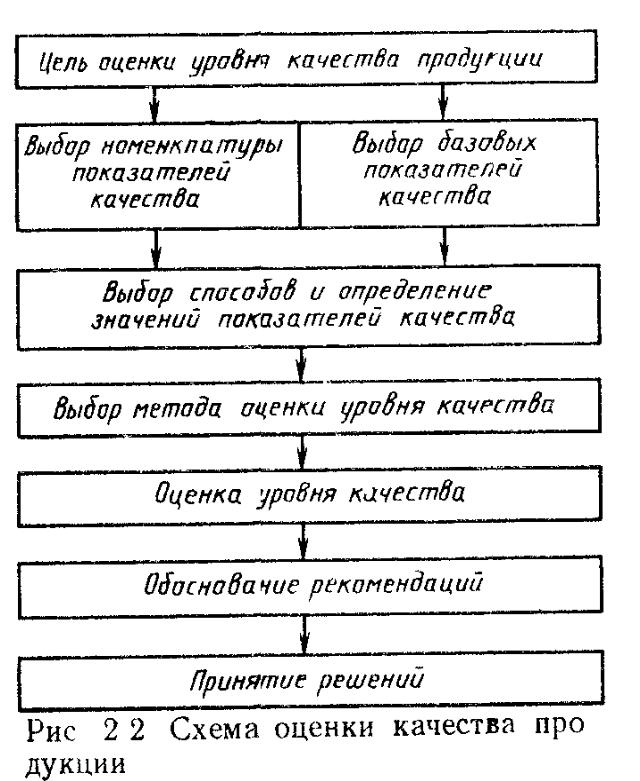
Оценка уровня качества продукции —совокупность операций, включающая выбор номенклатуры показателей качества оцениваемой продукции, определение значений этих показателей и сопоставление их с базовыми.
Используют следующие методы оценки уровня качества продукции: дифференциальный, комплексный, смешанный.
Дифференциальный метод оценки качества продукции основан на использовании единичных показателей ее качества. При этом методе производится сравнение показателей качества оцениваемого вида продукции с соответствующими относительными базовыми

Здесь Рг — значение i-ro показателя качества оцениваемой продукции; Pi 6аз — значение /-го базового показателя; i = 1, 2, п, где п — число показателей качества продукции.
Относительный показатель качества по производительности, мощности, точности, срока службы и т. п. вычисляют по формуле (2.2), так как увеличение единичного показателя указывает на улучшение качества продукции.
Пример. Металлорежущие станки определенной группы и модели изготовляют на трех заводах. Базовое значение показателя качества по сроку службы таких станков установлено в 10 лет. Срок службы станков, изготовленных на первом заводе, составляет 7 лет (qx — 0,7), на втором — 10 лет (q2 — 1), на третьем — 12 лет (q3 = 1,2).
Относительный показатель качества для материалоемкости, трудоемкости, себестоимости расхода материала и др. рассчитывают по формуле (2.3), так как в этом случае улучшение качества продукции определяется уменьшением значения единичного показателя.
Пример. Трудоемкость изготовления насоса на данном заводе составляет 50 нормо-ч, а базовое значение трудоемкости - 40 нормо-ч. Тогда единичный показатель качества насоса будет ниже базового (q — 0,8).
При использовании дифференциального метода оценки уровня качества продукции принимают следующие решения:
если все значения относительных показателей больше единицы или равны ей, уровень качества оцениваемой продукции выше или равен уровню базового образца;
если все значения относительных показателей меньше единицы, уровень качества оцениваемой продукции ниже уровня базового образца;
когда часть значений относительных показателей больше или равна единице, а часть меньше единицы, следует применять комплексный или смешанный метод оценки уровня качества продукции.
Комплексный метод оценки качества продукции основан на использовании комплексных (обобщенных) показателей ее качества.
По комплексному методу уровень качества оценивают следующим образом:
![]()
где Фоц — комплексный (обобщенный) показатель оцениваемой продукции; Q6a3 — комплексный (обобщенный) показатель базового образца.
Пример. Для оценки качества автобусов комплексным показателем качества может быть принята годовая производительность автобуса Qn (чел.-км)
![]() ,
,
где Тн — средняя продолжительность нахождения автобуса в наряде, ч; иэ — эксплуатационная скорость автобуса, км/ч; гв — номинальная вместимость автобуса, чел., Кв — коэффициент использования вместимости автобуса; КПт, — коэффициент использования пробега автобуса; Кп — коэффициент использования парка автобуса
Сложная продукция, как правило, имеет широкую номенклатуру показателей качества. В этом случае с помощью дифференциального метода невозможно дать конкретную оценку. Комплексный метод не сможет учесть все значимые свойства оцениваемой продукции. При этом используют смешанный метод оценки качества продукции, который основан на одновременном использовании единичных и комплексных показателей ее качества.
Оценка качества продукции этим методом заключается в следующем:
часть единичных показателей объединяют в группы и для каждой группы определяют соответствующий комплексный (групповой) показатель; наиболее значимые единичные показатели не объединяют в группы, а рассматривают при дальнейшем анализе отдельно как единичные;
на основе полученной совокупности комплексных и единичных показателей оценивают уровень качества продукции дифференциальным методом.
Согласно ГОСТ 15467—79 управлением качеством продукции называют действия, осуществляемые при создании и эксплуатации или потреблении продукции в целях установления, обеспечения и поддержания необходимого уровня ее качества.
При управлении качеством продукции непосредственными объектами управления, как правило, являются процессы, от которых зависит качество продукции на всех этапах разработки, проектирования, изготовления, эксплуатации или потргбления.
Сопоставление информации о фактическом состоянии управляемого процесса с приведенными в документации характеристиками или характеристиками, заданными программой управления, является основанием для выработки управляющих решений. Нормативная документация, регламентирующая значения параметров или показателей качества продукции, и техническая документация, которая устанавливает требования к процессам разработки, производства, эксплуатации или потребления продукции, рассматриваются как программы управления качеством гродукции.
Управляющие воздействия должны быть направлены на сохранение фактического состояния управляемого процесса или на корректирование этого процесса.
Система управления качеством продукции — совокупность управляющих органов и объектов управления, взаимодействующих с помощью материально-технических и информационных средств. При управлении качеством продукции она должна предусматривать совокупность взаимоувязанных организационных, технических, экономических и социальных мероприятий по реализации целей управления качеством продукции, т. е. достижения требуемого уровня качества продукции.
Системный подход требует рассматривать систему управления качеством продукции как неотъемлемую часть управления организациями и предприятиями.
Управление качеством продукции осуществляется в масштабе всего народного хозяйства на основе Единой Системы Государственного Управления Качеством Продукции (FC ГУКП).
Главной целью ЕС ГУКП является планомерное обеспечение веерного использования научно-технических, производственных и социально-экономических возможностей для достижения постоянных высоких темпов улучшения качества всех видов продукции в интересах повышения эффективности общественного производства, наиболее полного удовлетворения потребностей населения, народного хозяйства, обороны страны и экспорта
Рассмотренные
выше основные понятия о показателях
качества продукции свидетельствуют о
том, что основные группы показателей,
а также экономические показатели
качества продукции в значительной
степени зависят от технологии изготовления
изделия. Одним из определяющих элементов,
влияющих на качество изделия, является
точность его изготовления (детали,
сборочной единицы и изделия в целом).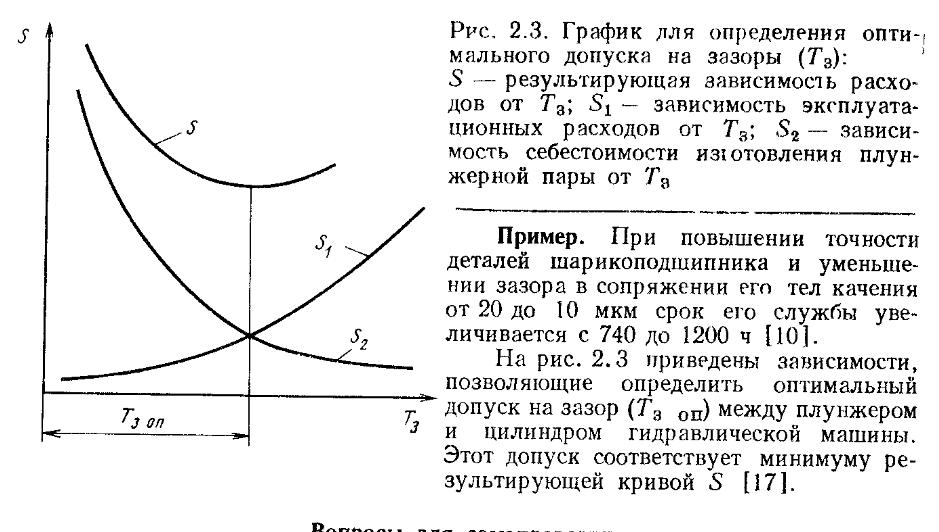 ].
].