

14.1. Краткие сведения о резьбе
В машиностроении наибольшее применение получили цилиндрические (крепежные и ходовые), а также конические резьбы. Основной разновидностью цилиндрической резьбы является метрическая треугольного профиля с углами 60°.
Для получения посадок резьбовых деталей с гарантированным зазором стандартом предусмотрено пять (d, е, f, g, h) основных отклонений для наружной и четыре (Е, F, G, Н) для внутренней резьб. Эти отклонения одинаковы для всех диаметров резьб. Степени точности изготовления диаметральных размеров резьбовых деталей следующие: наружный диаметр болта — 4, 6, 8-я; средний диаметр болта — 3, 4, 5, 6, 7, 8, 9, 10-я; внутренний диаметр гайки —4, 5, 6, 7, 8, 9-я; средний диаметр гайки —4, 5, 6, 7, 8, 9-я. Стандартом предусмотрены также соединения резьбовых деталей с гарантированным натягом и с переходными посадками.
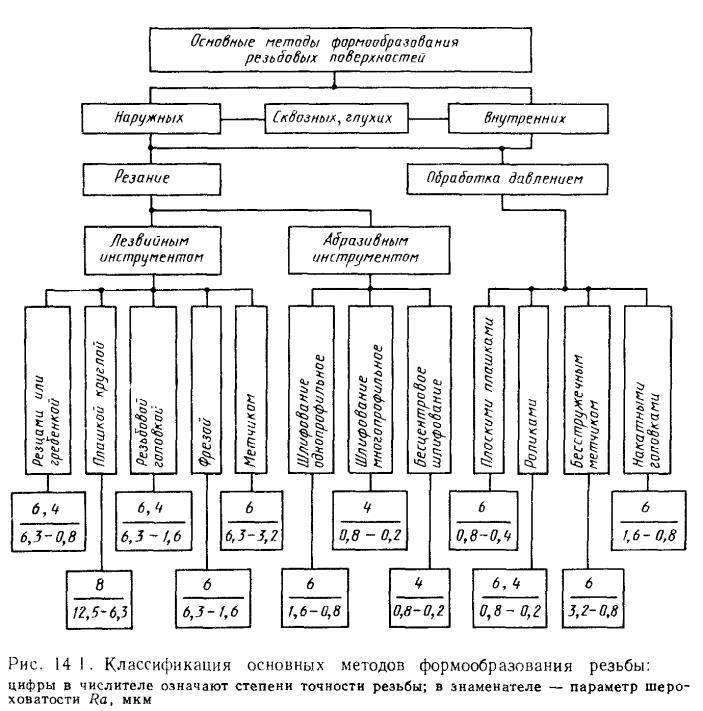
Кроме указанных резьб применяют специальные резьбы: трубную, упорную, круглую и др. Основные способы формообразования резьбовых поверхностей с указанием границ степеней точности резьбы и параметров шероховатости приведены на рис. 14.1. Резьбы могут быть однозаходные и многозаходные, правые и левые. Нарезание резьб осуществляется на резьбонарезных и резьбофрезерных станках и полуавтоматах, гайконарезных автоматах, резьбонакатных, резьбошлифовальных, токарных и других станках.
14.2. Нарезание резьбы лезвийным инструментом Нарезание резьбы резцами и резьбовыми гребенками
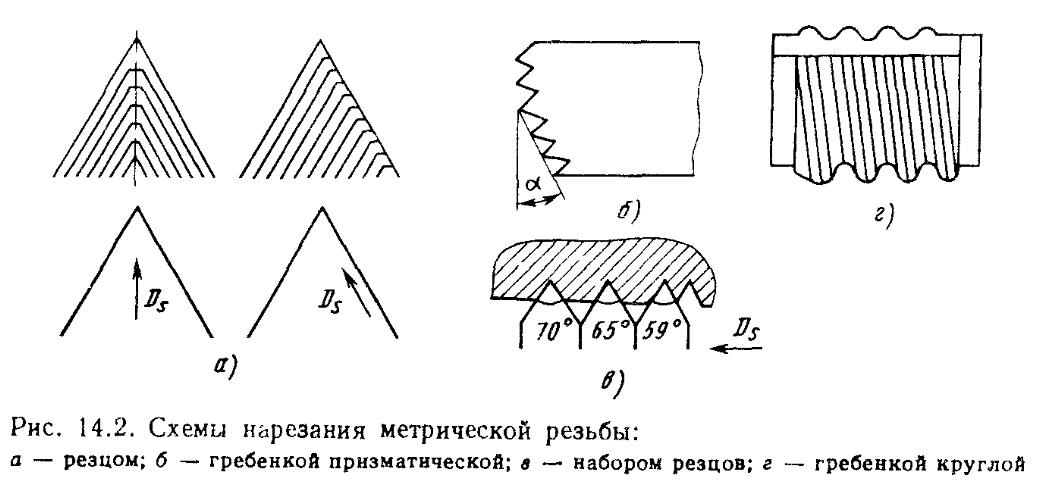
Наружную и внутреннюю резьбы можно обработать на токарных станках. Это малопроизводительный процесс, так как обработка осуществляется за несколько рабочих ходов и требует высокой квалификации рабочего. Достоинством метода является универсальность оборудования, инструмента и возможность получить резьбу высокой точности. На токарных станках нарезают точные резьбы на ответственных деталях, а также нестандартные резьбы и резьбы большого диаметра. Для повышения точности резьбы осуществляют как черновые, так и чистовые рабочие ходы разными резцами. Различают два способа нарезания треугольной резьбы: 1) радиальное движение подачи; 2) движение подачи вдоль одной из сторон профиля.
 Первый
способ более точный, но менее
производительный, поэтому рекомендуется
черновые рабочие ходы делать вторым
способом, а чистовой — первым (рис. 14.2,
а).
Первый
способ более точный, но менее
производительный, поэтому рекомендуется
черновые рабочие ходы делать вторым
способом, а чистовой — первым (рис. 14.2,
а).
Для повышения производительности обработки резьбы применяют резьбовые гребенки — круглые и призматические. Обычно ширину гребенки принимают равной не менее чем шести шагам. При использовании гребенок снятие стружки выполняют несколько зубьев (рис. 14.2, б) и число рабочих ходов может быть уменьшено до одного.
Для скоростного нарезания резьбы применяют резцы, оснащенные твердым сплавом, а также наборы резцов (рис. 14.2, в).
Нарезание резьбы круглыми плашками и резьбонарезными головками
По конструкции различают следующие плашки: круглые, трубчатые, призматические.
Плашками нарезают резьбу как вручную, так и на различных станках токарной, сверлильной, резьбонарезной групп.
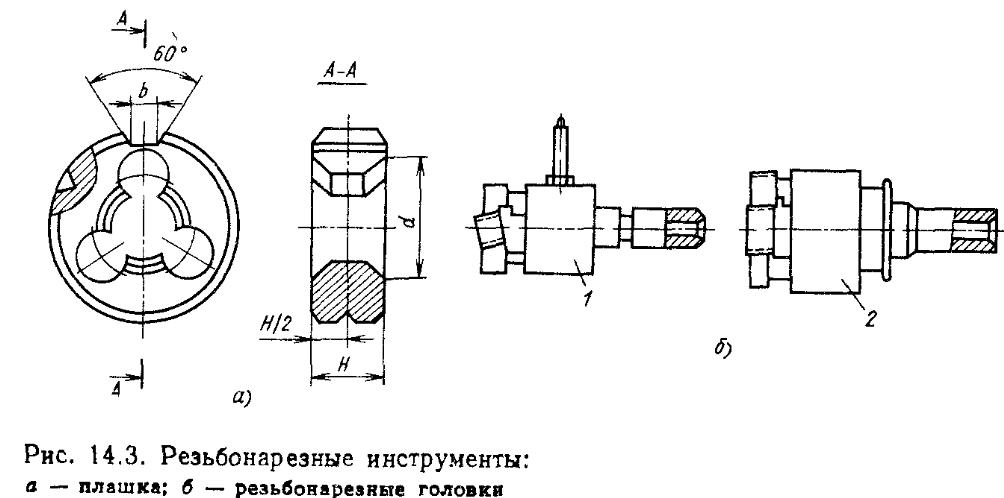
Круглые лашки (рис. 14.3, а) устанавливают на станках в специальных патронах и закрепляют тремя-четырьмя винтами. Нарезание плашками — малопроизводительный процесс.
Нарезание наружной резьбы резьбонарезными самооткрывающимися головками значительно точнее, производительнее и отличается большей точностью, чем ранее рассмотренные методы; оно находит широкое применение в серийном и массовом производстве (рис. 14.3, б).
Вращающиеся головки используют на токарных автоматах и полуавтоматах.