

Глава 2. Качество продукции
2.1. Основные понятия и определения
Последние десятилетия развития промышленности характеризуются значительным повышением внимания к качеству выпускаемой продукции. Это закономерно, так как выпуск продукции высокого качества рассматривается во всех странах мира как одно из важнейших условий развития национальной экономики. На качество промышленной продукции оказывает влияние много различных факторов. Поэтому необходим системный подход к решению проблемы управления качеством продукции. В СССР существует система управления качеством продукции.
ГОСТ 15467—79 «Управление качеством продукции» устанавливает основные понятия, термины и определения.
Под продукцией понимают материализованный результат процесса трудовой деятельности, обладающий полезными свойствами, полученный в определенном месте за определенный интервал времени и предназначенный для использования потребителями в целях удовлетворения их потребностей как общественного, так и личного характера.
Термины указанного ГОСТа относятся только к овеществленным результатам труда.
Изделие является частным случаем единицы промышленной продукции.
Свойство продукции — ее объективная особенность.
Продукция имеет множество различных свойств, которые могут проявляться при ее создании, эксплуатации или потреблении, т. е. при разработке, производстве, испытании, хранении, транспортировании, техническом обслуживании, ремонте и использовании.
Свойства продукции можно условно подразделять на простые и сложные.
Примером сложного свойства является надежность изделия, которую определяют более простые свойства — безотказность, долговечность, ремонтопригодность и сохраняемость.
Качество продукции — совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенным потребностям в соответствии с ее назначением.
Для оценки качества продукции необходима четкая система показателей и методов их определения.
Количественные методы оценки качества, которые используются для обоснования решений, принимаемых при управлении качеством продукции и стандартизации, объединены в науку, которая называется квалиметрией.
Показателем качества продукции называют количественную характеристику одного или нескольких свойств продукции, составляющих ее качество, рассматриваемую применительно к определенным условиям ее создания и эксплуатации или потребления. Номенклатура показателей качества зависит от назначения продукции. Показатель качества продукции может выражаться в различных единицах (например, километрах в час, часах на отказ и т. п.), а также может быть безразмерным.
Единичный показатель качества продукции — показатель, характеризующий одно из ее свойств. Примером единичного показателя двигателя может быть число цилиндров, мощность и др.
Комплексным называют показатель качества продукции, характеризующий несколько ее свойств.
Примером комплексного показателя качества продукции является коэффициент готовности Кг, который для определенного вида изделий определяют по формуле
![]() )
)
где Т — наработка изделия на отказ (показатель безотказности); Тв — среднее время восстановления (показатель ремонтопригодности).
Из формулы (2.1) видно, что Кг характеризует два свойства изделия — безотказность и ремонтопригодность.
Интегральный показатель качества продукции U позволяет с экономических позиций определить совокупность свойств изделий. Он определяется отношением суммарного полезного эффекта эксплуатации или потребления продукции к суммарным затратам на ее создание и эксплуатацию или потребление:
где Э — суммарный полезный эффект от эксплуатации или потребления продукции (например, пробег грузового автомобиля в тонно-километрах за срок службы до капитального ремонта); Зс — суммарные затраты на создание продукции (разработку, изготовление, монтаж и другие единовременные затраты); Зд — суммарные затраты на эксплуатацию продукции (техническое обслуживание, ремонт и другие единовременные затраты).
Наряду с интегральным показателем качества продукции можно применять величину, обратную ем,у и называемую удельными затратами на единицу эффекта.
Определяющим называют показатель качества продукции, по которому принимают решение оценивать ее качество. Определяющий показатель качества продукции может быть единичным и комплексным.
Комплексный определяющий показатель качества продукции называют обобщенным.
Комплексный показатель качества продукции, относящийся только к одной группе ее свойств, называют групповым.
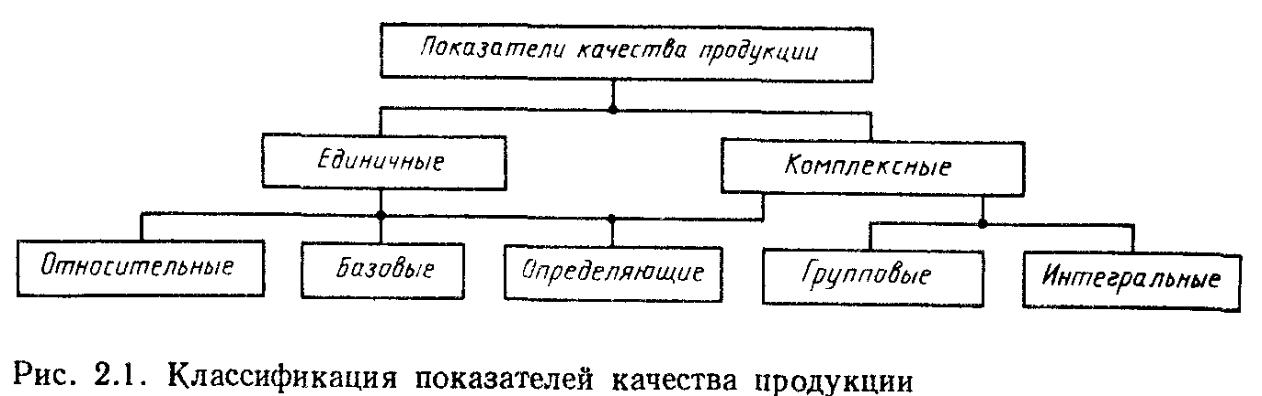
Классификация показателей качества продукции по числу характеризуемых свойств приведена на рис. 2.1.
Метод оценки качества продукции, при котором значения показателей качества продукции определяют с использованием правил математической статистики, называют статистическим.
Признак продукции определяется качественной или количественной характеристикой любых свойств или состояний продукции. К качественным характеристикам, например, относятся формы изделия, способ крепления деталей изделия (сварка, склейка, клепка и пр.), наличие на поверхности детали определенного покрытия (защитного, декоративного и пр.).
Количественный признак продукции является ее параметром. Параметр продукции количественно характеризует любые ее свойства, в том числе входящие в состав качества продукции. Следовательно, показатель качества может быть частным случаем параметра продукции.
Базовое значение показателя качества продукции принимают за основу при сравнительной оценке ее качества. За базовые показатели могут приниматься значения показателей качества лучших отечественных и зарубежных образцов, по которым имеются достоверные данные об их качестве, планируемые значения показателей перспективных образцов и др.
Относительное значение показателя качества продукции определяется отношением значения показателя качества оцениваемой продукции к базовому значению этого показателя и выражается безразмерной величиной или в процентах.
В ГОСТ 15467—79 приведены определения показателей качества продукции предельного, оптимального, а также допустимого отклонения показателя качества продукции.
Оптимальный показатель качества продукции — это такой, при котором достигается либо наибольший эффект от эксплуатации или потребления продукции при заданных затратах на ее создание и эксплуатацию или потребление, либо заданный эффект при наименьших затратах, либо наибольшее отношение эффекта к затратам.
Уровень качества продукции определяется относительной характеристикой качества продукции, основанной на сравнении значений показателей качества оцениваемой продукции с базовыми значениями соответствующих показателей.
Технический уровень продукции определяется относительной характеристикой, основанной на сопоставлении значений показателей, характеризующих техническое совершенство оцениваемой продукции с соответствующими базовыми значениями.
Оценка уровня качества продукции является основой для выработки соответствующих решений в системе управления качеством продукции.
Для оценки уровня качества продукции ГОСТ 22851—77 определяет следующую номенклатуру основных групп покгзателей качества продукции по характеризуемым ими свойствам продукции: назначение, надежность, эргономические, эстетические показатели, технологичность, транспортабельность, стандартизация и унификация, патентно-правовые, экологические показатели, безопасность.
Надежность является одним из основных свойств промышленной продукции.
Надежность — это свойство объекта сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, ремонтов хранения и транспортирования.
Надежность объекта — сложное свойство, состоящее в общем случае из сочетаний свойств: безотказности, долговечности, ремонтопригодности и сохраняемости.
Основным понятием, которое используется в определении надежности, является отказ. Отказом называют событие, заключающееся в нарушении работоспособного состояния объекта, т. е. такого состояния, при котором значения всех параметров, характеризующих способность выполнять заданные функции, соответствуют требованиям нормативно-технической и (или) конструкторской документации.
Безотказность — свойство объекта непрерывно сохранять работоспособное состояние в течение некоторого времени или некоторой наработки, которое определяется продолжительностью или объемом работы объекта.
При оценке уровня качества продукции необходимо учитывать экономические показатели; они представляют собой особую группу показателей, характеризующих затраты на разработку, изготовление и эксплуатацию или потребление продукции. Примерами экономических показателей могут служить затраты на разработку, изготовление и испытание опытных образцов; себестоимость изготовления продукции.
ГОСТ 15467—79 устанавливает шесть методов определения показателей качества продукции.
Измерительный метод осуществляется на основе технических средств измерения. С помощью этого метода определяют значения таких показателей качества, как масса изделия, скорость автомобиля и др.
Регистрационный метод базируется на информации, получаемой путем регистрации и подсчета числа определенных событий, предметов или затрат, например отказов изделия при испытании изделия и т. п.
Расчетный метод основан на использовании теоретических и (или) эмпирических зависимостей показателей качества продукции от ее параметров. Этот метод применяют главным образом при проектировании продукции, когда последняя еще не может быть объектом экспериментального исследования; он служит для определения массы изделия, его производительности, мощности, прочности и других характеристик.
Органолептический метод основан на использовании информации, получаемой в результате анализа восприятий органов чувств человека (зрение, слух, обоняние, осязание и вкус).
При экспертном методе значения показателей качества продукции определяются группой специалистов-экспертов.
При социологическом методе определение значений показателей качества продукции осуществляется на основе сбора и анализа информации, представленной ее фактическими или возможными потребителями. Сбор информации, представленной потребителями, производится путем устных опросов или с помощью распространения специальных анкет-вопросников, а также путем организации конференций, выставок и т. п.