

11.6. Проектирование типовых и групповых технологических процессов
На машиностроительных предприятиях изготовляют огромное количество деталей разнообразных наименований, причем технологические процессы их изготовления также различны.
Большое разнообразие технологических процессов отмечается даже для деталей, имеющих аналогичную форму, близкие размеры и одинаковые требования к точности и качеству поверхностей. Это разнообразие объясняется различными факторами, а также большим числом возможных решений каждой технологической задачи. Количество технологических процессов можно сократить, их можно упростить, а также качественно улучшить работу по их проектированию и освоению, если использовать идею типизации технологических процессов. Эта идея была выдвинута проф. А. П. Соколовским. Дальнейшее развитие она получила в работах проф. Ф. С. Демьянюка и других советских ученых.
Согласно А. П. Соколовскому, типизацией технологических процессов называют такое направление в деле изучения и построения технологии, которое заключается в классификации технологических процессов изготовления деталей машин и их элементов и затем в комплексном решении всех задач, возникающих при осуществлении процессов каждой классификационной группы.
Работу по типизации технологических процессов разбивают на два этапа. На первом этапе осуществляют классификацию деталей машин, на втором — разрабатывают типовые технологические процессы на основе разработанной классификации.
Типизация технологических процессов существенно сокращает технологическую подготовку производства, обеспечивая при этом стабильность качества этих процессов, и является основой автоматизированной разработки технологических процессов.
Правила разработки и применения типовых технологических процессов установлены ГОСТ 14.303—73.
Типовой технологический процесс должен быть рациональным в конкретных производственных условиях, должен характеризоваться единством содержания и последовательности большинства технологических операций для группы изделий, обладающих общими конструктивными признаками.
Развитием идей типизации технологических процессов является метод групповой обработки, разработанный проф. С. П. Митрофановым.
Метод групповой обработки основан на классификации с выделением таких групп деталей, для изготовления которых требуются одинаковое оборудование, общие приспособления и настройка станка. Этот метод может быть использован для полного изготовления группы деталей, имеющих общую последовательность операций, а также для выполнения отдельных операций.
Группа является основной технологической единицей.
При формировании группы учитывают габаритные размеры деталей, так как они определяют размеры технологического оборудования и оснастки, выявляют характерную деталь данной группы, которую называют комплексной деталью. Эта деталь может быть реальной или условной. Комплексная деталь является основным конструкторско-технологическим представителем данной группы,
ее конструкция содержит все основные элементы, характерные для вошедших в группу деталей.
К основным элементам относятся поверхности, определяющие конфигурацию деталей и технологические задачи, которые необходимо решать в процессе их обработки; эти элементы входят в число главных признаков, которые учитывают при классификации деталей.
Комплексная деталь используется при разработке группового технологического процесса с применением соответствующей групповой технологической оснастки. Эта оснастка представляет собой совокупность приспособлений и инструментов, которая обеспечивает изготовление всех деталей данной группы с применением небольших подналадок. Следовательно, технологический процесс, разработанный на комплексную деталь, пригоден для любой детали данной группы; при его выполнении необходимо не учитывать те операции или переходы, которые не требуются для этой детали. Могут быть небольшие подналадки средств технологического оснащения.
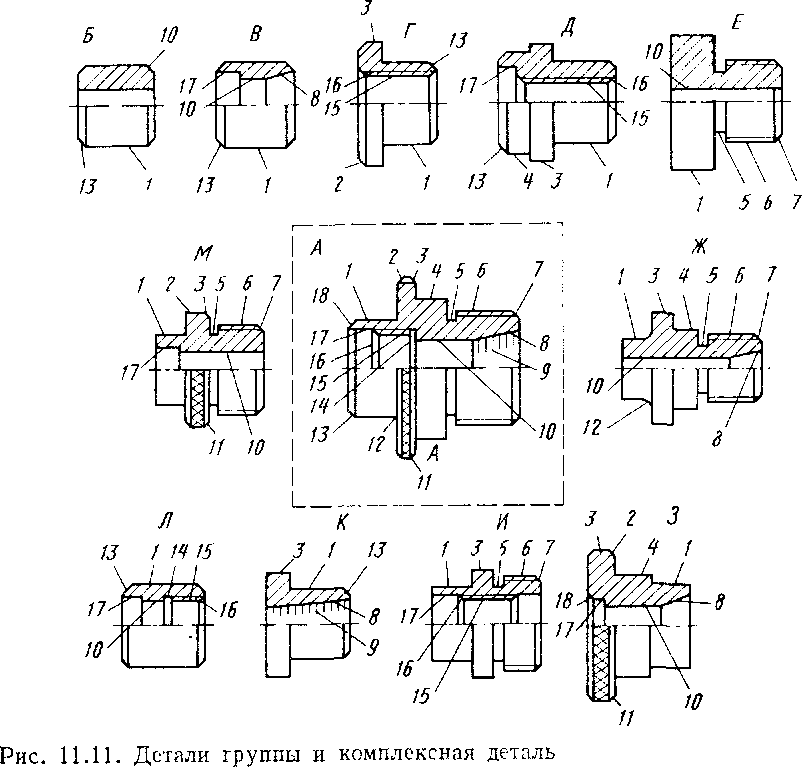
На рис. 11.11 представлена сформированная группа деталей, обозначенных буквами А, Б, В, Г, М, и комплексная А, состоящая из ряда элементарных поверхностей (1—18) [12].
Различные детали данной группы состоят из таких же геометрических элементов, но в различной их комбинации. Учитывая то, что эти детали объединены в одну группу также с учетом общности решаемых технологических задач, они могут быть обработаны по групповому технологическому процессу с использованием одних и тех же средств технологического оснащения. Таким образом, в производственном отношении это равноценно увеличению серийности выпуска комплексной детали.
ГОСТ 14.316—75 определяет правила разработки технологических процессов, предназначенных для совместного изготовления или ремонта групп изделий различной конфигурации, в конкретных условиях производства на специализированных рабочих местах.
Основой разработки группового технологического процесса и выбора общих средств технологического оснащения для совместной обработки группы изделий является комплексное изделие.
Групповую технологическую операцию можно разрабатывать и применять как составную часть группового технологического процесса (маршрута), как однооперационный групповой технологический процесс и отдельную групповую операцию.
Групповые технологические операции разрабатывают с учетом специализации рабочих мест, которая достигается применением высокопроизводительных специализированных или универсально-переналаживаемых средств технологического оснащения, целевой модернизации и наладки оборудования.
Групповые технологические процессы и операции разрабатываются для всех типов производства только на уровне предприятия в соответствии с ГОСТ 14.301—83 и ГОСТ 14.316—75 [12, 13].
Создание группового производства обеспечивает повышение производительности труда путем совершенствования технологии и улучшения организации производства.
Метод групповой технологии находит все большее распространение как в СССР, так и за рубежом, что подтверждает его высокую эффективность.