

Разработка технологических операций
Основные задачи, которые решаются на этом этапе, следующие: определение рациональной структуры операции, что позволяет разработать или уточнить содержание и последовательность переходов в операции; выбор средств технологического оснащения, что является основанием для заказа новых СТО, в том числе средств контроля и испытаний; выбор средств механизации и автоматизации выполнения операции, а также выбор внутрицеховых средств транспортирования заготовки, назначение и расчет режимов обработки. Для решения перечисленных задач технолог должен располагать: документацией на типовые, групповые или единичные технологические операции; классификатором технологических операций; стандартами, каталогами на СТО; документацией по выбору технологических нормативов.
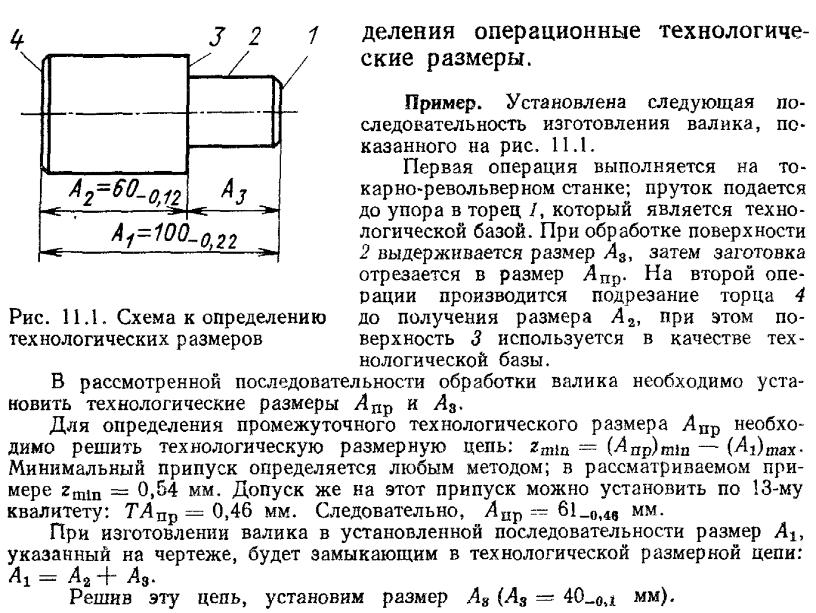
В гл. 3 было отмечено, что если технологическая база не совпадает с конструкторской, необходимо пересчитать размеры, определяющие взаимное расположение поверхностей. Этим и объясняется необходимость введения таких технологических размеров (промежуточных и окончательных), которые обеспечили бы требования чертежа. Технологические размеры устанавливают в результате размерного анализа технологического процесса изготовления детали с помощью решения размерных цепей методом максимума-минимума [20].
Размерный анализ технологического процесса выполняют после того, как разработан маршрутный технологический процесс изготовления детали, для каждой ее поверхности установлены число и последовательность переходов и указаны необходимые для определения операционные технологические размеры.
Вопросы размерного анализа подробно рассмотрены в работе [201.
Нормирование технологического процесса
На основании исходных данных производят расчет и нормирование затрат труда на выполнение процесса, определяют разряд работ и дают обоснование профессий его исполнителей (см. гл. 8). На этом же этапе выполняют расчет норм расхода необходимых материалов.
Определение требований техники безопасности
Стандарты системы безопасности труда и соответствующие инструкции позволяют разработать требования по технике безопасности и производственной санитарии применительно к условиям конкретного производства (шум, вибрация, радиация, загазованность, опасные и вредные вещества в воздухе рабочей зоны и т. п.). На этом этапе решают также вопросы обеспечения устойчивости экологической среды.
Расчет экономической эффективности технологического
процесса
Используя методику расчета экономической эффективности технологических процессов, выбирают из них оптимальный вариант.
Оформление технологической документации
На основании стандартов ЕСТД технологический процесс оформляют документально, производят нормоконтроль документации, согласуют ее со всеми заинтересованными службами и утверждают.
Виды технологической документации определены ГОСТ 3.1102—81.
11.3. Построение операций технологического процесса обработки заготовок
Степень концентрации и дифференциации операций является важнейшим принципом при построении операции технологического процесса механической обработки заготовок деталей машин.
Концентрацией операций называют соединение нескольких простых технологических переходов в одну сложную операцию.
Дифференциацией операций называют разделение операции на несколько более простых.
При концентрации операций сокращают число установов заготовок на станок, широко применяют многоинструментную обработку одно или нескольких поверхностей, а также многоместную обработку. При этом повышается точность взаимного расположения обрабатываемых поверхностей, производительность обработки за счет снижения основного и вспомогательного времени, сокращается длительность производственного цикла, упрощается календарное планирование, возрастают требования к точности станка, его технологическим возможностям. Рабочий высокой квалификации вынужден выполнять как окончательную, так и предварительную обработку.
При дифференциации операций точную чистовую обработку выполняют на высокоточном оборудовании с использованием рабочих высокой квалификации; предварительную черновую обработку производят простейшими и высокопроизводительными методами на простых станках рабочие более низкой квалификации.
В технологических процессах современного машиностроения применяют оба принципа в зависимости от конкретных условий.
Для технологических процессов единичного и мелкосерийного производства характерны операции, построенные на принципе их концентрации. По этому же принципу разрабатывают технологические процессы в крупном и тяжелом машиностроении с использованием переносных станков.
В среднесерийном производстве применяются оба принципа: концентрация операций предусматривается для обработки на станках с ЧПУ и быстропереналаживаемых агрегатных станках и автоматах, а дифференциация — на переменно-поточных линиях групповой обработки.
При использовании принципа концентрации операций в массовом и крупносерийном производстве применяют многошпиндельные автоматы, автоматизированные производственные системы, станки с ЧПУ. Если же используют поточные и автоматические линии с применением высокопроизводительного, простого, специального оборудования, то может быть применен принцип дифференциации.
При разработке технологической операции стремятся уменьшить штучное время.
Степень концентрации операций, возможность снижения штучного времени в значительной степени зависят от выбранной схемы построения операций. Различные схемы построения станочных операций имеют различные возможности совмещения технологических переходов. Штучное время для выполнения операции определяют по формуле (8.1), где составляющие /орг, U, /л. п берут в процентах от оперативного времени. Таким образом, решающее влияние на структуру штучного времени оказывает оперативное время: ton = t0 -f tB. Поэтому анализ схем построения станочных операций целесообразно проводить по составляющим этого времени.
Для более полной и наглядной характеристики возможностей перекрытия вспомогательного времени его целесообразно разделить на пять составляющих: 1) tJC — время установки заготовки для ее обработки на станке и время ее съема со станка по окончании обработки; 2) tyD — время, затраченное на управление станком; 3) 4шД —- время, затраченное на индексацию, — включает время поворота и фиксации шпиндельных блоков, столов и барабанов, несущих заготовки, а также линейное перемещение в другие позиции столов с заготовками или суппортов с инструментами, время поворота револьверных и резцовых головок, время поворота делительных приспособлений и кондукторов; время, затраченное на перемещение заготовок в новые позиции; 4) tc,n — время смены инструмента в процессе выполнения отдельных переходов операции (например, время установки и смены инструмента в быстросменном патроне сверлильного станка и др.); 5) 4зм — время установки инструмента на размер и время, затраченное на контрольные измерения при работе по методу пробных рабочих ходов и промеров; в большинстве случаев taaK не удается перекрыть основным временем, однако при применении активных методов измерения (автоматизированных) такое перекрытие возможно.
Схемы станочных операций можно подразделить по различным признакам:
одноместные и многоместные — по числу одновременно устанавливаемых для обработки заготовок;
одноинструментные и многоинструментные — по числу участвующих в обработке инструментов;
последовательного, параллельного и параллельно-последовательного выполнения, определяемые последовательной или параллельной работой инструментов, а также последовательным или параллельным расположением нескольких заготовок по отношению к режущим инструментам.
Различное сочетание отмеченных признаков образует различные схемы станочных операций.