

10.5. Различные методы достижения точности сборки
Задачи, связанные с достижением требуемой точности машин и их механизмов на всех этапах их создания (проектирование, изготовление, сборка), решаются с помощью размерных и кинематических цепей (см. «Методические указания. Цепи размерные. Основные понятия. Методы расчета линейных и угловых цепей. РД 50-635-87»).
В зависимости от типа производства различают пять методов достижения точности замыкающего звена при сборке: 1) полной взаимозаменяемости; 2) неполной (частичной) взаимозаменяемости; 3) групповой взаимозаменяемости; 4) регулировки; 5) пригонки.
В основном применяют первых два метода, обеспечивающих взаимозаменяемость при сборке с наименьшими затрачами труда.
Метод полной взаимозаменяемости
Его сущность заключается в том, что требуемая точность замыкающего звена размерной цепи достигается у всех объектов путем включения в нее составляющих звеньев без выбора, подбора или изменения их величин.
 Метод
полной взаимозаменяемости экономично
применять в условиях достижения высокой
точности при малом числе звеньев
Метод
полной взаимозаменяемости экономично
применять в условиях достижения высокой
точности при малом числе звеньев
размерной цепи в крупносерийном и массовом производстве. Основан этот метод на расчете размерных цепей на максимум-минимум. Метод прост и обеспечивает 100%-ную взаимозаменяемость, но имеет существенный недостаток — уменьшает допуски на составляющие звенья (что приводит к увеличению трудоемкости и себестоимости их изготовления), т. е. основывается на расчете по крайним предельным отклонениям размеров цепи при неблагоприятном их сочетании (например, вал изготовлен с минимальным диаметром, а втулка, соединяемая с ним, — с максимальным).
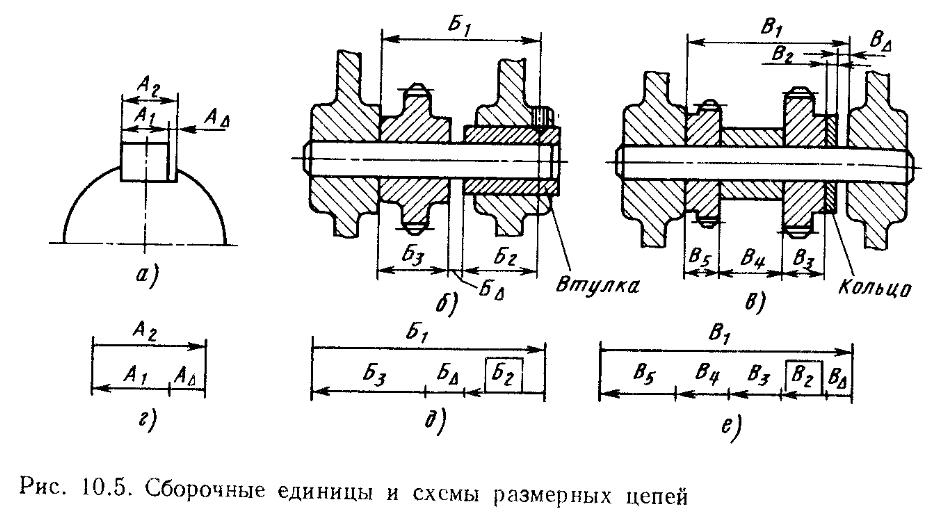
На рис. 10.5 приведены сборочные единицы (рис. 10.5, а, б, в) и схемы размерных цепей (рис. 10.5, г, д, е).
Размерной цепью называют совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замкнутый контур. Размеры обозначают прописными буквами русского (А, Б, В, Г и т. д.) или строчными греческого алфавитов.
Размеры, входящие в цепь, называются звеньями размерной цепи. Различают: замыкающие звенья (звенья, получаемые при сборке последними или являющиеся исходными при постановке задачи); составляющие звенья (увеличивающие и уменьшающие, с увеличением которых замыкающее звено увеличивается или уменьшается); компенсирующее звено, изменением которого достигается требуемая точность замыкающего звена).
Обозначения
звеньев те же, что и размеров (А, Б, В и
т. д.), но с добавлением индексов: А — для
замыкающего звена, i
— порядковый
номер составляющего звена с обязательным
указанием стрелкой: слева направо —
для увеличивающего звена (-*-) и справа
налево — для уменьшающего звена (ч-);
для компенсирующего звена букву
заключают в прямоугольник.
При решении размерных цепей на максимум-минимум возникают прямая и обратная задачи. Прямая задача заключается в том, что конструктор в сборочной единице задает замыкающее звено [его номинальный размер Ад, допуск на номинальный размер замыкающего звена ГАд, предельные отклонения: верхнее A- (ES) и нижнее Ан (Ei)] и по нему рассчитывает со-
Ад Ад
ставляющие звенья At (номинальный размер, допуск и отклонения). Задача решается тремя способами: 1) попыток; 2) равного допуска и 3) единого квалитета [3, 10].
Обратная задача заключается в том, что когда известны номинальные размеры всех составляющих звеньев размерной цепи At, Б{ и т. д., их допуски TAt, предельные отклонения АВд^ и ДНд^ находят замыкающее звено (его номинальный размер, допуск и предельные отклонения).
Решают эту задачу в приведенной ниже последовательности. 1. Номинальный размер замыкающего звена Ад определяют по формуле
 где
т
—
общее число звеньев (например, на рис.
10.5, а
т =
3; на рис. 10.5, в
т
—
6);
At
—
составляющие звенья; \г
— передаточное отношение (для плоских
размерных цепей £г
— ±1).
где
т
—
общее число звеньев (например, на рис.
10.5, а
т =
3; на рис. 10.5, в
т
—
6);
At
—
составляющие звенья; \г
— передаточное отношение (для плоских
размерных цепей £г
— ±1).
Учитывая направленность звеньев [для увеличивающих звеньев (-{-) и для уменьшающих минус (—)!, формулу (10.1) можно преобразовать:
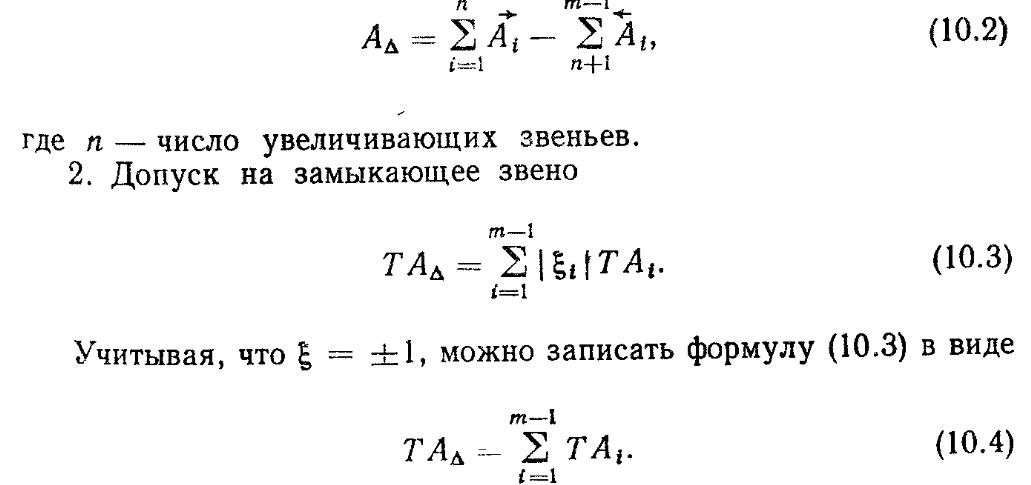
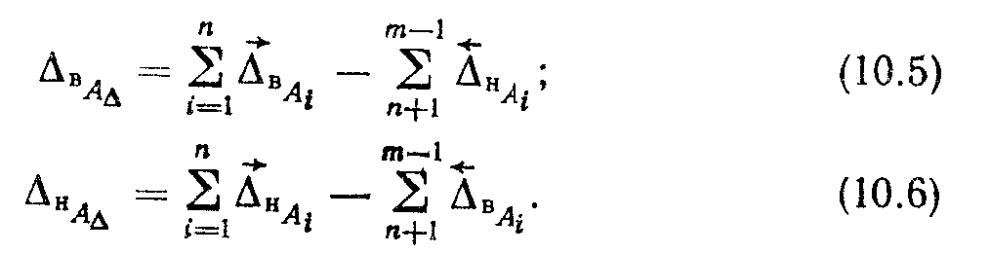
3. Предельные отклонения размера замыкающего звена определяют по формулам:
 Используя
формулы (10.2)—(10.6), можно рассчитать как
замыкающие звенья, так и одно из
составляющих при известных остальных
и замыкающего звеньев.
Используя
формулы (10.2)—(10.6), можно рассчитать как
замыкающие звенья, так и одно из
составляющих при известных остальных
и замыкающего звеньев.
Пример. На рис. 10.5, б замыкающим звеном (£д) является зазор между установленной шестерней и торцом втулки. На рис. 10.5, д представлена схема размерной цепи Б. Увеличивающим звеном в этой сборочной единице является звено 5Ь уменьшающими — звенья £2 и £3. Примем £, = 100±g;g|; £2 = = 40_0.16 и Б3 = 60iJ5;JJ5 (точность звеньев ориентировочно равна квалитету точности 11-му). Звено Б2 является компенсирующим; при решении задачи принимаем его за уменьшающее звено.
Решая обратную задачу, находим номинальный размер замыкающего звена (£д) по формуле (10.1):
![]() Допуск
на замыкающее звено находим по формуле
(10.3):
Допуск
на замыкающее звено находим по формуле
(10.3):
![]() Верхнее
предельное отклонение замыкающего
звена определяем по формуле
Верхнее
предельное отклонение замыкающего
звена определяем по формуле

Аналогичные задачи можно решать методом расчета размерных цепей с применением теории вероятности, т. е. методом неполной взаимозаменяемости.