

10.4. Общие понятия о разработке технологических процессов сборки
Исходные данные для разработки технологических процессов сборки
Технологический процесс сборки представляет собой часть производственного процесса — это процесс, содержащий действия по установке и образованию соединений составных частей изделия (ГОСТ 23887—79). Основным элементом технологического процесса является сборочная операция.
Сборочная операция — технологическая операция установки и образования соединений составных частей заготовки или изделия . Сборочная операция состоит из технологических переходов.
Общие исходные данные, необходимые для решения задач при проектировании технологических процессов изготовления машин, были приведены в гл. 9. Эти данные содержат сведения о базовой информации.
Кроме базовой информации необходима руководящая и справочная информация — паспортные данные оборудования и его технологические возможности; методы сборки машин; нормативы времени; режимы обработки; стандарты на оснастку и т. д.
Технологический процесс сборки обычно разрабатывают поэтапно в приведенной ниже последовательности.
В зависимости от объема выпуска (заданной программы) устанавливают целесообразную организационную форму сборки, определяют ее такт и ритм.
Осуществляют технологический анализ сборочных чертежей с позиции отработки конструкции на технологичность (см гл. 6).
Производят размерный анализ конструкций собираемых изделий, выполняют расчеты размерных цепей и устанавливают рациональные методы достижения точности сборки (полная, неполная, групповая взаимозаменяемость, регулировка и пригонка).
Определяют целесообразную в данных условиях степень дифференциации или концентрации сборочных операций.
Устанавливают последовательность соединения всех сборочных единиц и деталей изделия и составляют схемы общей сборки и узловых сборок изделия.
Выбирают наиболее производительные, экономичные и технически обоснованные способы сборки, способы контроля, испытаний.
Выбирают необходимое стандартное технологическое и вспомогательное оборудование и технологическую оснастку (приспособления, режущий, монтажный и измерительный инструмент) .
При необходимости проектируют специальные средства1 технологического оснащения.
Производят техническое нормирование сборочных работ и рассчитывают экономические показатели сборки.
Разрабатывают планировку оборудования, рабочих мест.
Оформляют техническую документацию на сборку.
Последовательность и содержание сборочных операций и составление схем сборки
После изучения машины, отдельных ее агрегатов и сборочных единиц, анализа технических условий на их изготовление и сборку приступают к расчленению изделия на составные части, учитывая следующее: 1) сборочную единицу не следует расчленять в процессе сборки, транспортирования и монтажа; 2) сбо
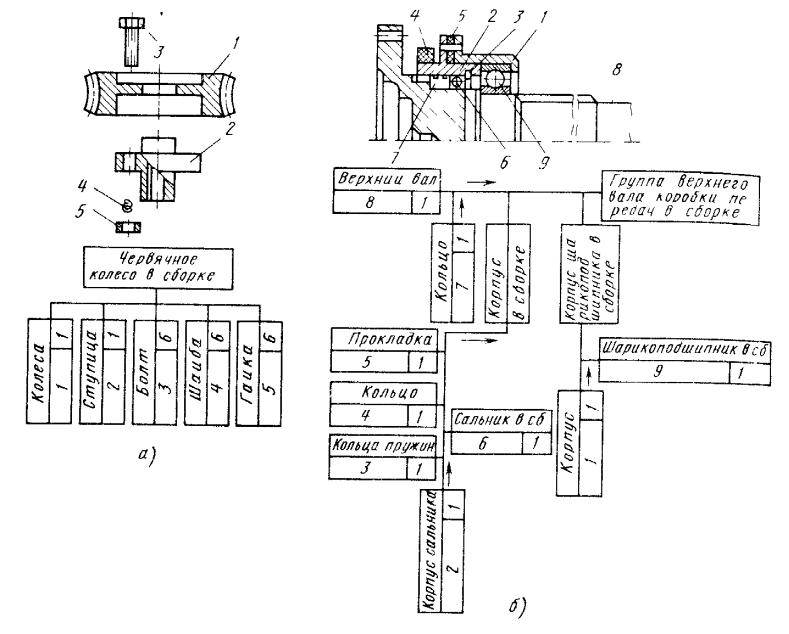
Рис. 10.4. Технологические схемы процесса сборки:
а - червячного колеса; б - группы верхнего вала коробки передач
рочным операциям предшествуют подготовительные и пригоночные работы, которые выделяют в самостоятельные операции, поскольку они связаны с такими видами обработки, как опиливание, шабрение, притирка, сверление отверстий, гибка и т. п.; 3) габаритные размеры сборочных единиц устанавливают с учетом наличия подъемно-транспортных средств; 4) сборочная единица должна состоять из небольшого числа деталей и сопряжений, так как излишняя дифференциация приводит к усложнению организации сборочных работ; 5) передача на сборку отдельных деталей должна быть минимальной, исключением являются базовые детали; 6) изделие следует расчленять так, чтобы его конструкция позволяла осуществлять сборку с наибольшим числом сборочных единиц.
Последовательность сборки в основном определяется конструкцией изделия, компоновкой деталей и методами достижения требуемой точности. Представляется последовательность сборки в виде технологической схемы сборки узловой или общей.
На рис. 10.4 представлены технологические схемы сборки сборочной единины — червячного колеса (рис. 10.4, а) и сборки 106 группы верхнего вала коробки передач (рис. 10.4, б). На этих схемах каждая сборочная единица изделия обозначена прямоугольником, в котором указаны наименование, индекс и число составных частей.
После разработки схем сборки устанавливают состав необходимых сборочных, регулировочных, пригоночных, подготовительных и контрольных работ и определяют содержание технологических операций и переходов.
В состав технологического процесса сборки в качестве технологических операций и переходов включают разнообразные сборочные работы. К технологическому процессу сборки относят также операции, связанные с проверкой правильности действия отдельных механизмов и узлов машины в целом (точность, бесшумность, плавность движений и т. п.); операции очистки, промывки, окраски и отделки изделия или составляющих его единиц.
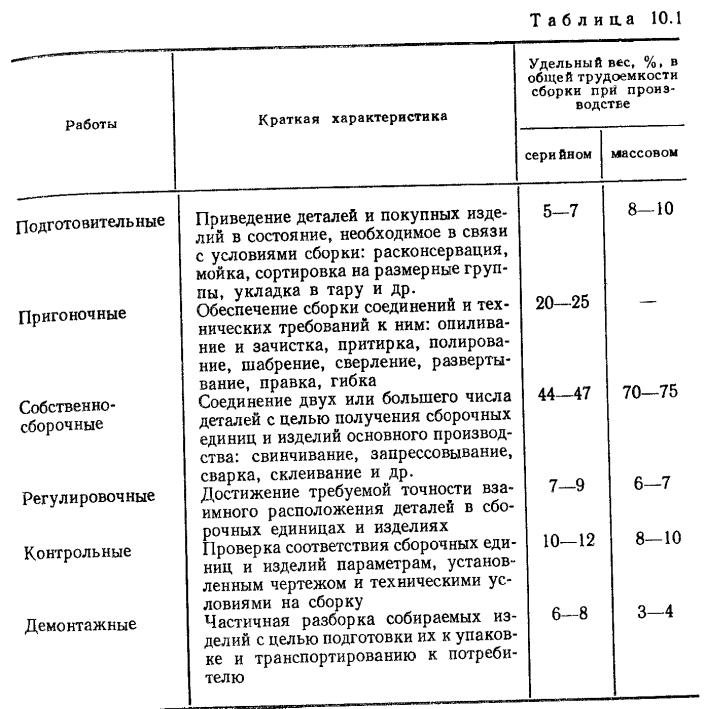
Различные виды сборочных работ и их краткая характеристика приведены в табл. 10.1 [101.
В сборочных процессах, так же как в процессах изготовления деталей, применяют единую систему технологической документации.
Важной частью разработки технологического процесса является нормирование слесарно-сборочных работ.
Для определения штучного, оперативного и штучно-калькуляционного времени на выполнение сборочной операции используют формулы 8.1—8.3.
При поточной сборке в состав штучного времени включается время (tT) на транспортирование собираемого изделия, если оно не перекрывается другими элементами штучного времени. Длительность операции при этом должна быть равна или кратна такту.
В технологическом процессе сборки сложной машины может быть весьма большое число операций (например, процесс сборки гусеничного трактора состоит из 600 операций) [15], что приводит к большим затратам времени на расчет технически обоснованных норм. Поэтому нормирование сборочных операций следует включать в САПР ТП и рассчитывать с помощью ЭВМ.
К основным показателям сборки относятся: действительный такт выпуска, ритм, производительность сборочного рабочего места, коэффициент загрузки рабочего места или поточной линии, коэффициент трудоемкости слесарно-сборочных работ и др. Действительный такт выпуска (мин)
где D — число рабочих дней в году; С — число рабочих смен за день; Тск — длительность смены; т) — коэффициент, учитывающий потери времени на ремонт оборудования; Тоб — потери времени в течение смены на обслуживание рабочих мест, ч; T0TR — потери времени на перерывы и естественные надобности рабочих в течение смены, ч; N — годовая производственная программа, шт.
Действительный ритм выпуска (мин-1) RR = 1/Тд.
Производительность Q сборочного рабочего места — число узлов или изделий, собираемых на рабочем месте в единицу времени, — определяют по формуле
 где
t
—
рабочее время, к которому отнесена
производительность, мин; В
—
число рабочих, выполняющих операцию на
данном рабочем месте.
где
t
—
рабочее время, к которому отнесена
производительность, мин; В
—
число рабочих, выполняющих операцию на
данном рабочем месте.
Коэффициент загрузки /С,- — степень загруженности работой — определяют по формулам:
 где
Гсл.
об
— трудоемкость слесарно-сборочных
работ, Гм.
Сб
— общая трудоемкость механосборочных
работ по данном? изделию.
где
Гсл.
об
— трудоемкость слесарно-сборочных
работ, Гм.
Сб
— общая трудоемкость механосборочных
работ по данном? изделию.
Одним из путей повышения производительности труда при сборке является применение технически совершенно! технологической оснастки (сборочных приспособлений и инструментов). Если невозможно использовать стандартную оснастку, разрабатывают специальные приспособления и инструменты.
Технологические процессы сборки многогранны ь разнообразны. Технологические процессы сборки типовых сборочных единиц, сборки неподвижных разъемных соединений (эезьбовых, со шпонками, шлицевых и т. п.), сборки неразъемных соединений (пластическим деформированием, сваркой, пайкой, склеиванием), а также сборки различных передач машин и механизмов (зубчатых, цепных и др.) описаны, например, в работе [15].