

10.2. Организационные формы сборки
В зависимости от условий, типа и организации производства сборка имеет различные организационные формы (рис. 10.1). По перемещению собираемого изделия сборку подразделяют на стационарную и подвижную, по организации производства — на непоточную и поточную.
Стационарная сборка может быть осуществлена без расчленения (принцип концентрации) и с расчленением (принцип дифференциации) сборочных работ. Непоточная (без расчленения) стационарная сборка характеризуется тем, что весь процесс сборки л его сборочных единиц выполняется на одной сборочной позиции. Сборка может производиться на стенде, станке, рабочем месте и т. п.
В современных условиях широко распространен бригадный метод, когда сборку изделия выполняет бригада рабочих. Чаще всего члены бригады специализируются не на одной операции, а осваивают смежные операции, что способствует нормальной загрузке рабочих бригады и не затрудняет переход на работу по единому наряду.
В
этом случае длительность сборки (ч)
![]() где
Гсб
2
— трудоемкость сборки одного изделия;
Nc
—
число :обираемых изделий; В
—
число рабочих в сборочной бригаде.
где
Гсб
2
— трудоемкость сборки одного изделия;
Nc
—
число :обираемых изделий; В
—
число рабочих в сборочной бригаде.
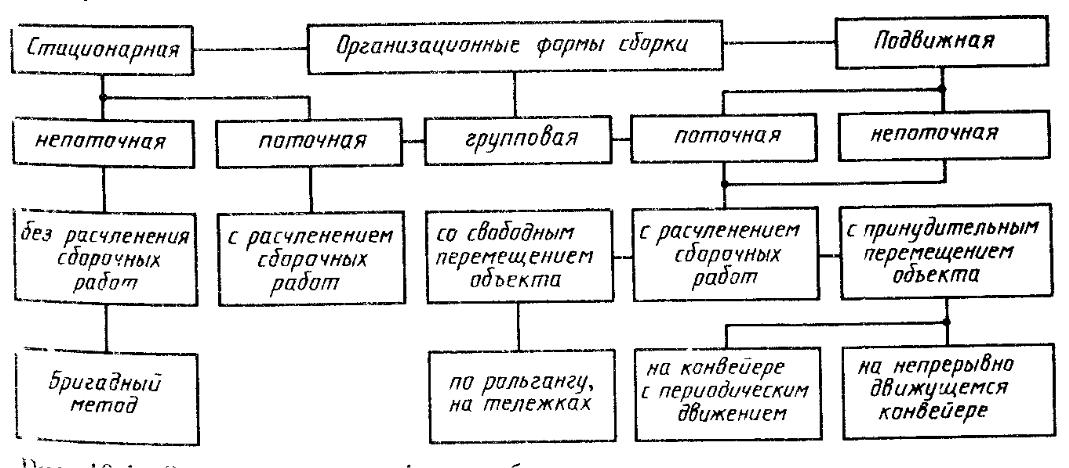
Рис. 10.1 Организационные формы сборки
При непоточной стационарной сборке с расчленением сбороч. ных работ осуществляется дифференциация процесса на узловую и общую сборку. Сборка каждой сборочной единицы и общая сборка выполняются в одно и то же время разными бригадами и многими сборщиками. Сборка этого вида используется в мелкосерийном производстве 12].
Расчленение сборки на узловую и общую имеет ряд преимуществ перед сборкой без расчленения: сокращаются длительность цикла сборки, трудоемкость и в итоге снижается себестоимость.
Непоточная подвижная сборка с расчленением организуется так, что рабочие, выполняя отдельные операции сборки, находятся на своих рабочих местах, а собираемое изделие последовательно перемещается от одного рабочего места к другому. Перемещение может быть свободным или принудительным. Технологический процесс сборки при этом разбивается на отдельные операции, выполняемые одним рабочим или небольшим числом рабочих. Непоточная подвижная сборка находит применение в среднесерийном производстве.
Поточная сборка характеризуется тем, что при построении технологического процесса сборки сборочные операции выполняются в соответствии с тактом или за промежуток времени, кратный такту. При перемещении собираемого изделия вручную скорость перемещения принимают равной 10—15 м/мин, по рольгангу или тележке •— до 20 м/мин, для непрерывно действующего конвейера — 0,25—3,5 м/мин. Общая продолжительность поточной сборки Тп = Тпп, где Т — такт сборки; п„ — число рабочих мест на поточной линии. Поточная сборка сокращает длительность производственного цикла, уменьшает межоперационные заделы деталей, повышает специализацию сборщиков и возможности механизации и автоматизации сборочных операций, что приводит к снижению трудоемкости сборки на 35 ... 50% [10].
10.3. Оборудование сборочных цехов
Оборудование сборочных цехов условно можно разделить на две группы: технологическое, предназначенное непосредственно для выполнения работ по осуществлению различных сопряжений деталей, их регулировке и контролю в процессе узловой и общей сборки; вспомогательное — для механизации вспомогательных работ, объем которых при сборке достаточно большой. Удельный вес вспомогательных работ в общей трудоемкости сборки в серийном производстве составляет 30—40% и в массовом — 10—15%.
К технологическому оборудованию при сборке неподвижных разъемных соединений относят одно- и многошпиндельные стационарные установки для навинчивания гаек и затяжки их на болтах, шпильках и т. п. Сборку неподвижных неразъемных соединений осуществляют механически, а также путем термического воздействия.
При сборке неподвижных неразъемных соединений с нагревом охватывающей детали применяют электропечи для нагрева мелких деталей в масляной ванне, индукционные печи и другие нагреваемые устройства.
Сборку неразъемных соединений с охлаждением охватываемой детали также производят на специальном оборудовании, для чего применяют установки для охлаждения деталей сжиженным газом (кислородом, азотом), твердой углекислотой и т. п. Прочность соединений, собранных с охлаждением охватываемой детали, при прочих равных условиях в 2—2,5 раза выше их прочности после обычной запрессовки и на 10—15% выше, чем при нагреве охватывающей детали.
Обычную запрессовку производят на универсальных и специальных сборочных прессах.
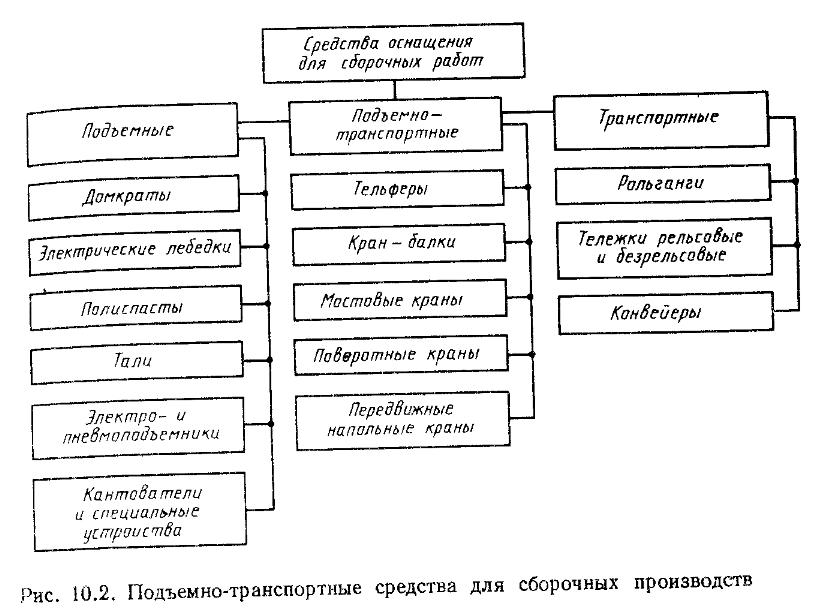
Вспомогательное оборудование включает в себя транспортное, подъемное, установочное и другое оборудование.
Основные виды подъемно-транспортных средств, применяемых в сборочном производстве, приведены на рис. 10.2.
Транспортные средства предназначены главным образом для подвижной сборки. Наиболее распространенными транспортными средствами являются рольганги и конвейеры.
На рис. 10.3 показаны конвейеры различных типов, применяемые при сборке.
Важным вспомогательным элементом сборочной операции является необходимое во многих случаях перемещение сборочной
Конвейеры для сборочных процессов
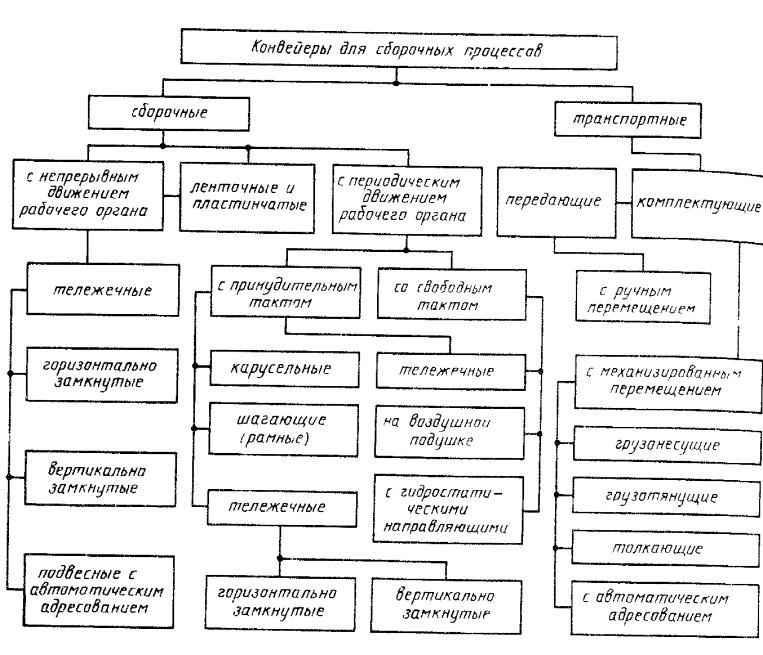
Рис. 10.3. Типы конвейеров, применяемых при сборке
единицы в вертикальном направлении или поворот ее в удобное для сборщика положение. В качестве средств механизации для этих целей применяют подъемники, что дает экономию затрат времени на сборку, повышает производительность и облегчает труд сборщика.
К подъемникам относятся электротали, полиспастные пневматические подъемники, поршневые, а также разнообразные специальные подъемники (консольные поворотные краны, подъемно-разъемные стремянки и т. п.).