

9.3. Система классификации и кодирования
Детали кодируют буквенно-цифровым алфавитом кода. В структуре технологического кода деталей за каждым признаком закрепляют определенные разряд (позицию) и число знаков. Система буквенно-цифрового кодирования, как правило, однозначная. Она включает цифры от 0 до 9 и прописные буквы русского алфавита от А до Я, кроме буквы 3 [23].
Технологическое кодовое обозначение детали имеет длину четырнадцать знаков. Это кодовое обозначение состоит из двух частей: кодового обозначения классификационных группировок основных признаков (постоянная часть) —■ шесть знаков — и кодового обозначения, характеризующего вид детали по методу ее изготовления, — восемь знаков:
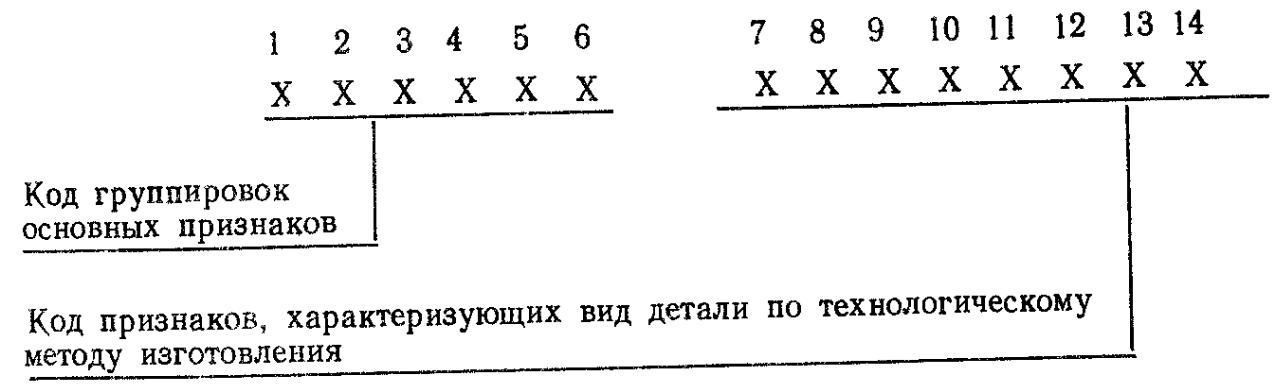
Цифры 1, 2 и т. д. во всех схемах обозначают номера позиций технологического кода.
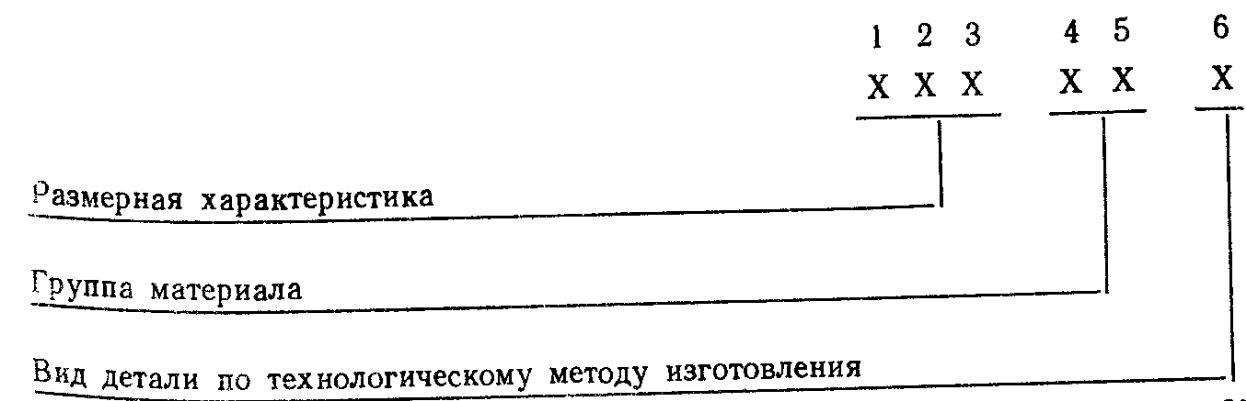
К основным признакам технологической классификации деталей относятся размерная характеристика, группа материалов и вид детали в зависимости от метода ее изготовления.
Структура и длина кодового обозначения, составленного из кодов классификационных группировок основных технологических признаков, имеет вид
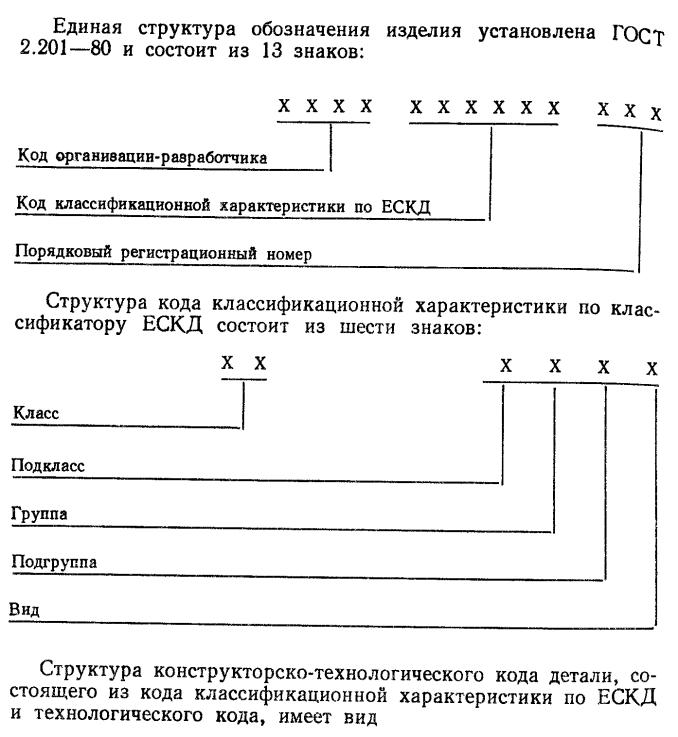
В структуре конструкторских кодов принят код классов де-алей 71—76 классификатора ЕСКД-
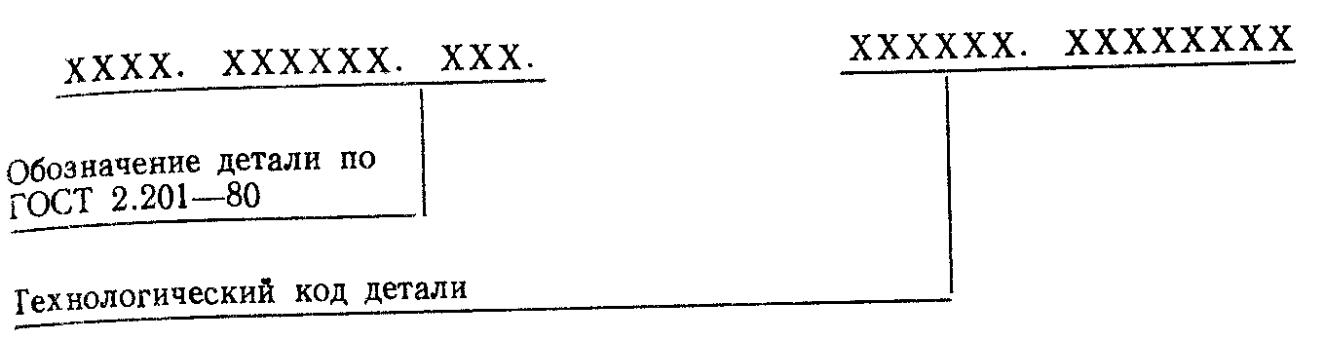
Структура полного конструкторско-технологического кода детали, составленного из обозначения детали по ГОСТ 2.201—80 и технологического кода, имеет вид
Технологический классификатор детали используют в системе подготовки производства и управления или совместно с общесоюзными классификаторами технико-экономической информации.
Технологическая классификация создает предпосылки для решения следующих основных задач: анализа номенклатуры деталей по их конструкторско-технологическим характеристикам; группирования деталей по конструкторско-технологическому подобию для разработки типовых и групповых технологических процессов; повышения серийности и концентрации производства деталей; тематического поиска и заимствования ранее разработанных типовых и групповых технологических процессов.
Технологическая классификация деталей машин открывает широкие возможности по использованию систем автоматизированного проектирования технологических процессов изготовления машин и по внедрению автоматизированной системы технологической подготовки производства (АС ТПП).
Основной целью технологической классификации деталей является снижение трудоемкости и сокращения сроков технологической подготовки производства.
Вопросы для самопроверки
1. Какие исходные данные необходимо иметь для проектирования технологических процессов изготовления машин?
2 Какова последовательность проектирования технологических процессов изготовления машин?
3. На каких принципах основана технологическая классификация деталей?
4 Каково технологическое кодовое обозначение детали?
5. Значение технологической классификации деталей?
Глава 10. Разработка технологических процессов сборки машин и их сборочных единиц
10.1. Характеристика сборочных процессов
Сборка — образование соединений составных частей изделия. Соединение может быть разъемным или неразъемным. К видам соединений относятся: запрессовка, свинчивание, сварка, пайка, клепка, склеивание и т. п.
В зависимости от объема сборку подразделяют на общую сборку, объектом которой является изделие в целом, и на узловую, объектом которой является составная часть изделия, т. е. сборочная единица.
По стадиям различают следующие виды сборки:
предварительную сборку, разборку с целью определения размера компенсатора;
промежуточную — для совместной дальнейшей обработки сборочной единицы (например, корпус и собранная с ним крышка растачиваются совместно под размер диаметра подшипника);
под сварку (может вводиться как сборочная операция в поточной линии);
окончательную сборку, после которой разборка не предусмотрена.
В зависимости от метода образования соединений существуют следующие виды сборки: слесарная — слесарно-сборочные операции; монтаж — установка изделия или его составных частей на месте использования; электромонтаж — монтаж изделий, имеющих токоведущие элементы; сварка, пайка, клепка, склеивание.
Сборка является заключительным этапом изготовления машины. Высокое качество машины не только определяется удачной конструкцией, применением высококачественных материалов, изготовлением деталей высокого качества и точности, но и зависит от проведения всех этапов сборки машины, так как по разным причинам могут возникнуть погрешности взаимного расположения деталей. Этими причинами могут быть:
погрешность (рабочего) ориентирования и фиксации установленного положения собираемых деталей (недостаточная плотность соединений, сдвиги, нарушение правильной затяжки и т. п.);
погрешность установки калибров и измерительных средств, применяемых при сборке (погрешности регулирования, пригонки и погрешности самих мерителей);
относительные сдвиги деталей между установкой и фиксацией детали;
образование задиров на сопрягаемых поверхностях;
упругие и пластические деформации сопрягаемых деталей при их установке и фиксации, нарушающие их точность и плотность соединений, что сказывается на долговечности сборочных единиц (например, при силе предварительной затяжки болта 6320 Н средняя долговечность 5960 циклов, при силе 37 500 Н — 5.Ю8 циклов).
В зависимости от типа производства затраты времени на сборку от общей трудоемкости изготовления машин составляют, % [101: в массовом и крупносерийном производствах —20—30; в серийном производстве — 25—35; в единичном и мелкосерийном производстве —35--40.