

8.2. Структура технически обоснованной нормы времени
Норма штучного времени — это норма времени на выполнение объема работы, равной единице нормирования, на выполнение технологической операции.
Единица нормирования определяется числом производственных объектов или работающих, на которое устанавливается техническая норма.
Под технической нормой понимается количество деталей, на которое устанавливается норма времени; количество изделий, на которое устанавливается норма расхода материала; число рабочих, на которое устанавливается норма выработки и т. д.
Для неавтоматизированного производства норма штучного времени
![]() (8.3)
(8.3)
где /0 — основное время; tB вспомогательное время; t0s — время обслуживания рабочего места; tn, п — время на личные потребности; tn, т — время регламентированных перерывов в соответствии с технологией и организацией производственного процесса.
Сумму основного и вспомогательного времени называют оперативным временем:
![]() (8.2)
(8.2)
При изготовлении деталей и изделий партиями кроме нормы штучного времени устанавливают норму подготовительно-заключительного времени (ta. 8) на эту партию.Штучно-калькуляционное время tm. „ определяется как сумм штучного /шт и подготовительно-заключительного /и. г времени8 отнесенного к одной детали:
![]() (8,3)
(8,3)
где «д — число деталей в партии.
Основное время t0 — часть штучного времени, затрачиваемого на изменение и (или) последующее определение состояния пред. мета труда.
Основное время может быть машинным, машинно-ручным и ручным.
При работе на металлорежущих станках основное машинное время для каждого технологического перехода определяют по формуле
![]() (8.4)
(8.4)
где / — расчетная длина обрабатываемой поверхности (расчетная длина хода инструмента или заготовки в направлении подачи, мм); i — число рабочих ходов; vs — скорость движения подачи, мм/мин.
Скорость движения подачи определяется как произведение частоты вращения шпинделя п (мин-1) на подачу на оборот S0 (мм/об): vs = nS0-
Величины п и S0 определяют по нормативам или расчетным путем.
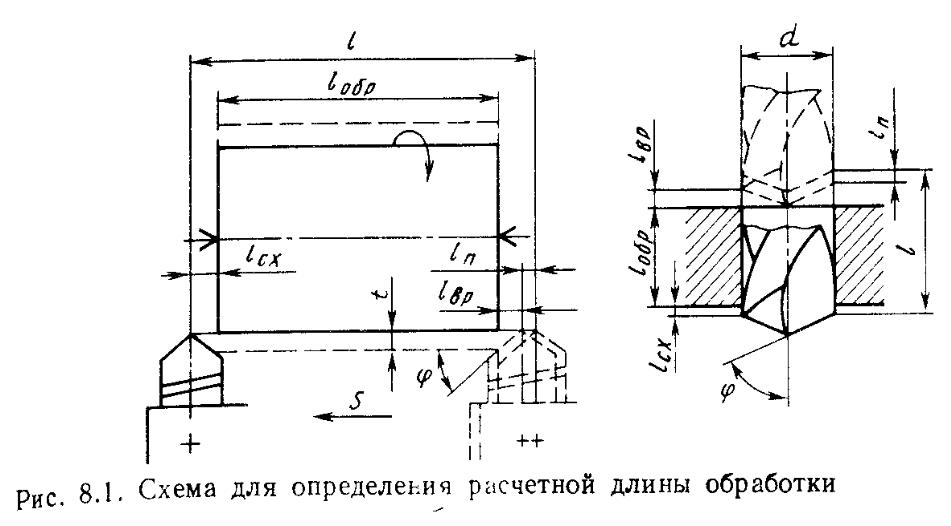
В общем случае расчетная длина обрабатываемой поверхности (рис. 8.1)

где /0бр — длина обрабатываемой поверхности в направлении подачи мм; 1вр—длина врезания инструмента, мм; /п — длина подвода инструмента к заготовке, мм; /сх — длина перебега (схода) инструмента, мм; /стр — общая длина рабочих ходов при взятии пробных стружек, мм (если это предусматривается).
Длину /обр берут из чертежа обрабатываемой заготовки; /Вр> /п> 'ох, 'стр определяют по нормативам (/п = /сх « 1 ... 2 мм).
Значение /вр можно определить расчетным путем (рис. 8.1). Например, при точении /вр = t ctg <p.
Формула (8.4) является общей для станочных работ всех видов. Однако в зависимости от типа станка и конкретного вида работы могут быть свои особенности.
Вспомогательное время /„ — часть штучного времени, за' трачиваемая на выполнение приемов, необходимых для обеспечения изменения и последующее определение состояния предмета труда.
Нормирование вспомогательного времени производят с мощью нормативов времени с различной степенью их укрупнения-
Вспомогательное время может быть перекрываемым и непере-крываемым. Перекрываемое время — время выполнения рабочим тех приемов, которые осуществляются в период автоматической работы оборудования. Это время в норму штучного времени не включают. Неперекрываемое время — норма времени выполнения рабочим приемов при остановленном оборудовании и времени, затрачиваемого на машинно-ручные приемы.
Вспомогательное время может составлять до 20—35% штучного времени. Поэтому при проектировании технологических процессов следует тщательно выявлять возможные пути сокращения этого времени.
Время обслуживания <об рабочего места — часть штучного времени, затрачиваемая исполнителем на поддержание средств технологического оснащения в работоспособном состоянии и уход за ними и рабочим местом.
Обслуживание рабочего места подразделяют на организационное и техническое.
Затраты времени tT на техническое обслуживание предусматривают выполнение работ на смену затупившегося инструмента, на регулировку и подналадку станка и др.
Время /орг на организационное обслуживание состоит из затрат времени на уход за рабочим местом — опробование и осмотр оборудования, получение инструмента в течение смены от мастера Или бригадира, чистку и смазывание оборудования в течение смены, уборку рабочего места и т. п.
Время организационного обслуживания устанавливают по "°Рмативам времени в процентах от оперативного времени (до
В массовом и крупносерийном производстве время технического и организационного обслуживания нормируют раздельно, Ричем время tT определяют в процентах от основного времени.
Время на личные потребности tn. п — часть штучного времени, тРачиваемая работающим на личные потребности и (при утомительных работах) — на дополнительный отдых. Это время определяют в процентах от оперативного времени. Для механических цехов оно примерно составляет 2,5 % от оперативной; времени.
Подготовительно-заключительное время tn. 8 — интервал времени, затрачиваемый на подготовку исполнителя или исполнителей и средств технологического оснащения к выполнению технологической операции и приведению последних в порядок после окончания смены и (или) выполнения этой операции для партии предметов труда. Это время определяют по нормативам времени, в которые входят наладка средств технологического осна^ щения; ознакомлен с работой (чертеж, карта технологического процесса, инструкции); получение материалов, инструментов и т. д.; после окончания обработки партии заготовок — сдача изготовленных деталей, снятие со станка технологической оснастки, приведение в рабочее состояние оборудования и т. д.
Время tn, т неустранимых перерывов предусмотрено технологическим процессом и организацией производства, его определяют в каждом конкретном случае.
К технико-экономическим показателям оценки эффективности изготовления изделий относится трудоемкость. Трудоемкостью называют количество времени, затраченное человеком на технологический процесс изготовления единицы продукции (деталь, сборочная единица, изделие). Единицей измерения трудоемкости является человеко-час.
Станкоемкостью называют время, в течение которого станок или несколько станков заняты выполнением отдельных или всех операций по обработке заготовок. Единицей измерения станкоемкости является станко-час. Станкоемкость служит для расчета числа станков, необходимого для выполнения одной или нескольких операций или всех операций обработки.
При выполнения станочных операций нередко используют многоинструментную обработку. Она характеризуется тем, что поверхности заготовки обрабатываются параллельно, параллельно-последовательно или последовательно при постоянной установке заготовки (заготовок) и неизменном положении инструмента (инструментов), которое обеспечивается специальной настройкой.
Режимы обработки в этом случае устанавливают по специальным нормативам или на основании расчета по определенной методике.
Структура нормы штучного времени определяется зависимостью (8.1).
Основное время рассчитывают по формуле (8.4) для каждого суппорта. Общее же основное время t0. общ определяют в зависимости от схемы обработки.
При последовательной обработке ta общ = 2 t0 с посл, где h — число суппортов или число последовательно работающих инструментов; t0, с. посл — основное время для каждого суппорта или каждого инструмента.
Методы определения других составляющих нормы штучного времени для многоинструментной обработки те же, что и для методов обработки одним инструментом.
В мелко- и среднесерийном производстве находят все большее распространение станки с ЧПУ. Имеются специальные нормативы, по которым устанавливают режимы резания и определяются отдельные элементы нормы штучного времени при работе на этих станках.
Время обслуживания и время на личные потребности определяют в сумме (К) по нормативам в процентах от оперативного времени.
По нормативам определяют также вспомог'ательное время на выполнение отдельных приемов — установку и снятие заготовки (^в. у), контрольные измерения (tB. и), работы и команды, связанные с выполнением операции (£в. оп).
Время tB, р выполнения ручной вспомогательной работы, не перекрываемое временем автоматической работы станка, будет равно /в. р = tB_ у -f- tB, и -J- ^в оп.
Время ta автоматической работы станка по программе учитывает два элемента: ta = t0. а -f- £в. а, где t0, а — основное программное время;
где т — число участков обработки; lt и vsi — соответственно расчетная длина обработки и скорость движения подачи на t-м участке; <в. а — вспомогательное программное время tB. а = tx + + /ост, где ^ — время автоматической вспомогательной работы; t0CT — время технологических остановок — остановок вращения шпинделя и подачи для проверки размеров, осмотра или смены инструмента и т. п.
Норма
штучного времени
![]() где КТ.
в
—
поправочный коэффициент на время
вспомогательной ручной работы,
учитывающий размер партии; К
—
суммарное время на обслуживание
рабочего места, на отдых и
личные
надобности, в процентах от оперативного
времени.
где КТ.
в
—
поправочный коэффициент на время
вспомогательной ручной работы,
учитывающий размер партии; К
—
суммарное время на обслуживание
рабочего места, на отдых и
личные
надобности, в процентах от оперативного
времени.
Использование станков с ЧПУ открывает широкие возмо^. ности для многостаночной работы. Нормирование при многостаночной работе рассматривается в специальной учебной и научно-технической литературе, например в [14 и др.], а особенности нормирования труда в гибких производственных системах (ГПС) в специальной литературе [11].