

7.2 Основные типы колпаковых печей
Конструкция колпаковых печей выбирается в соответствии с их назначением. Основные типы колпаковых печей схематично изобраэюены на рис. 7.3.
Рис.
7.3. Основные
типы колпаковых печей: а,
б - одностопная и
многостопная для рулонов; в
- для распушенных
рулонов; г -
для стоп листов или бунтов сортового
проката
В многостопных печах (рис. 7.3,6) на стенд устанавливают от трех до восьми стоп рулонов в один или два ряда по ширине стенда. Каждую стопу накрывают отдельным круглым муфелем. В стенде смонтировано соответствующее числу стоп число циркуляционных вентиляторов. Нагревательный колпак — общий для всех стоп.
На стенд колпаковой печи для распушенных рулонов (рис. 7.3, в) устанавливают один или два рулона друг на друга. Циркуляционный вентилятор просасывает через зазоры между витками ленты, и теплообмен идет через всю поверхность ленты рулона.
Печи для стоп листов, бунтов и рулонов при высокотемпературных режимах (рис. 7.3, г) по конструкции стенда и нагревательного колпака подобны многостопным печам. Однако в большинстве случаев они не оборудованы циркуляционными вентиляторами, которые устанавливают иногда только на печах для термической обработки бунтов сортового проката. На стенды этих печей рулоны устанавливают в один ряд по высоте, а высота стопы листов не превышает 1400-1500 мм.
Термическая обработка рулонов стальной ленты и листов в колпаковых печах состоит в нагреве и охлаждении металла под муфелем в атмосфере контролируемого состава. Охлаждение заканчивают, когда температура металла достигает величины, при которой металл может находиться на воздухе, не окисляясь. В связи с тем, что длительность нагрева меньше длительности охлаждения, то один колпак обычно обслуживает два-три стенда: на одном стенде проводят нагрев под колпаком, а на остальных — охлаждение, сборку и разборку стоп. Колпак с одного стенда на другой переносят мостовым краном.
7.3 Технология нагрева
Колпаковые печи характеризуются переменными во времени тепловым и температурным режимами. На рис. 7.4 приведены тепловой и температурный режимы колпаковых печей. В первый период необходимо обеспечить максимальную скорость нагрева металла, поэтому вначале нагрева в печь подают максимально возможное количество тепла, соответствующее тепловой мощности печи. Величина тепловой мощности печи должна быть согласована со степенью равномерности нагрева металла: чем равномернее нагревается металл, тем больше может быть принята тепловая мощность. Максимальное количество тепла подается до тех пор, пока наиболее быстро нагреваемая часть садки (например, поверхность верхнего рулона) не достигнет заданной температуры. Затем наступает период выравнивания температуры и расход топлива (электроэнергии) начинает снижаться. Период выравнивания температур заканчивается в момент достижения заданного перепада температур между наиболее быстро и наиболее медленно нагреваемыми частями садки. В этот момент подается минимальное количество тепла. По окончании периода выравнивания подача топлива (электроэнергии) прекращается, снимается нагревательный колпак и начинается охлаждение садки.
Рис.
7.4. Тепловой
и температурный режимы колпаковой
печи:
1 - тепловая нагрузка; 2
-
температура нагревательного колпака;
3
-
температура муфеля; 4,
5 -
соответственно температура наиболее
быстро и наиболее медленно
нагреваемых
частей садки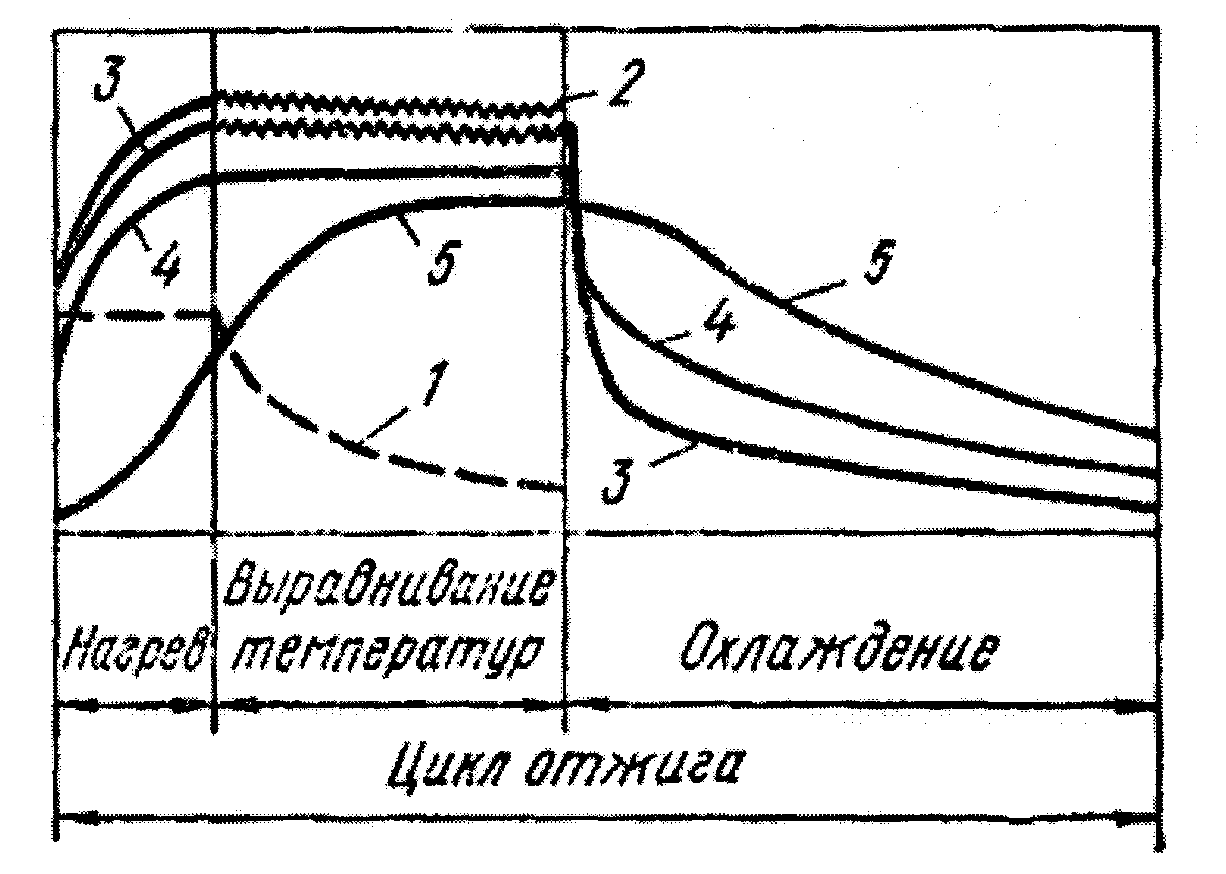
Наиболее часто применяются одностопные печи на газовом топливе без рекуператоров для подогрева воздуха (рис. 7.5) и с рекуператорами (рис. 7.6).
Печи оборудованы горелками небольшой мощности, располагаемыми равномерно по окружности в нижней части нагревательного колпака. Во избежание пережога внутреннего муфеля перед каждой горелкой располагается керамическая пластина, препятствующая удару пламени в стенку внутреннего муфеля. Продукты сжигания продвигаются между внешним колпаком и внутренним муфелем и при помощи эжектора удаляются из печи в систему дымоотводов, которая работает под действием искусственной тяги. Такое размещение горелок способствует равномерному нагреву кладки печи, внутреннего муфеля и садки. Защитная атмосфера подается под внутренний муфель, где и циркулирует с помощью вентилятора.
Рис.
7.5. Одностопная
колпаковая печь без рекуператоров
Нагрев
внутреннего муфеля осуществляется, в
основном, излучением от кладки и дымовых
газов, так же как и в нагревательных
печах. Делаются попытки покрывать
внутреннюю поверхность кладки
нагревательного колпака специальными
обмазками, усиливающими теплоотдачу
излучением. Нагрев рулонов осуществляется,
в основном, конвекцией от циркулирующей
защитной атмосферы. Муфель также излучает
на рулоны, но падающий тепловой поток
излучением приходится, главным образом,
на внешнюю поверхность рулонов и влияет
на прогрев рулонов в радиальном
направлении, где
![]() очень мал. Исключение составляет лишь
самый верхний рулон, верхний торец
которого обращен к верхней части муфеля
и интенсивно получает от нее тепло
лучистым путем. Этим объясняется тот
факт, что верхний рулон нагревается
всегда интенсивнее других рулонов,
составляющих стопу.
очень мал. Исключение составляет лишь
самый верхний рулон, верхний торец
которого обращен к верхней части муфеля
и интенсивно получает от нее тепло
лучистым путем. Этим объясняется тот
факт, что верхний рулон нагревается
всегда интенсивнее других рулонов,
составляющих стопу.
В колпаковых печах для отжига плотно смотанных рулонов технологический процесс делится на три стадии: нагрев до температуры 650-750 °С, охлаждение под муфелем до 150 °С и без него до температуры дрессировки и загрузка–разгрузка стенда. Расход времени на все эти операции приблизительно одинаков, поэтому используются обычно три стенда, на которые приходится один нагревательный колпак и два внутренних муфеля. Охлаждение под муфелем может быть или естественным или с применением водяных холодильников для защитного газа, которые размещаются под стендом. Иногда при охлаждении муфели снаружи обдуваются холодным воздухом, подаваемым мощным вентилятором, установленным около муфеля и перемещаемым по цеху с помощью специальной тележки. Циркуляция защитной атмосферы при охлаждении играет важную роль, обеспечивая ускоренное охлаждение рулонов с торцов. Окончательное охлаждение без муфеля бывает естественное или принудительное при помощи внешнего передвижного вентилятора.
Рис.
6. Одностопная
колпаковая печь с рекуператорами:
1- стенд; 2
- нагревательный колпак;
3 -
муфель; 4 -
вентилятор; 5 - направляющий аппарат; 6
- холодильник защитного
газа; 7 - конвекторные кольца; 8
- двухпроводные горелки;
9 -
рекуператор; 10
-дымопровод; 11
- крышка стопы
рулонов
Рис.
7. Схемы
циркуляции защитного газа:: а
- при одинарном муфеле;
б -при
двойном муфеле; 1-
муфель; 2 -рулон;
3 -
конвекторное кольцо; 4
-крышка; 5 - обойма
вентилятора; 6 -
вал вентилятора; 7 - рабочее колесо; 8
- направляющий аппарат;
9 - байпас; 10 -
защитная шайба; 11 -
песочный затвор; 12 и 13
- подводящий и отводящий
патрубки защитного газа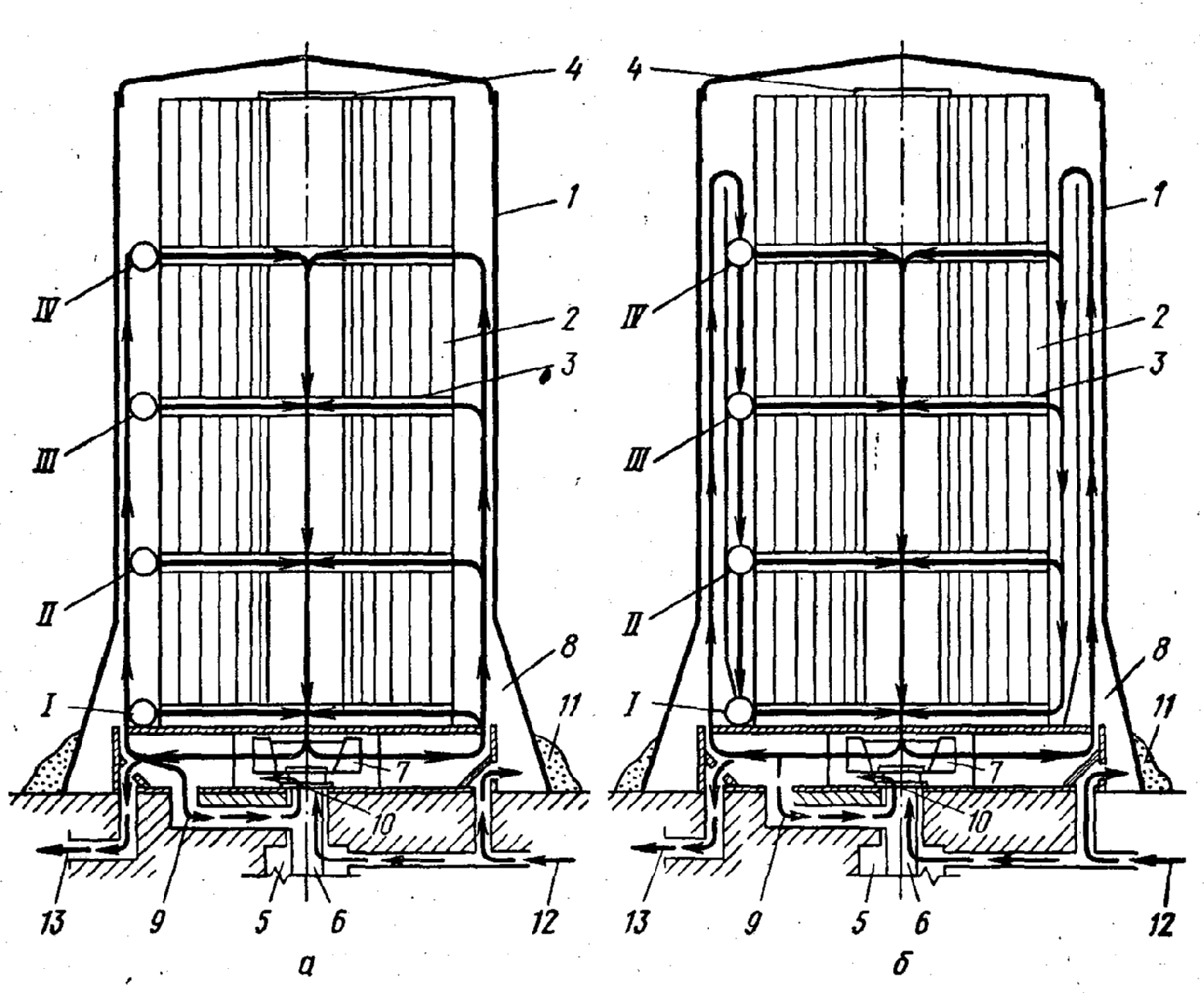
Количество газа, вращающегося в горизонтальном контуре у нижнего рулона, примерно в два раза больше, чем у верхнего, а в вертикальном дополнительном, в два раза меньше. Количество проходящего через конвекторное кольцо газа практически не зависит от его положения.
При расчете нагрева и охлаждения рулонов было установлено, что отказ от нижнего конвекторного кольца приведет к удлинению отжига на 41 %, отказ от крышки стопы из-за сокращения расхода газа через кольца в 3,7 раза - на 33 %. Работа печи без колец увеличит продолжительность отжига в 2,4 раза.
Рис.
8. Контуры
циркуляции защитного газа в одностопной
кол паковой печи
Рис.
7.9. Зависимость
перепада температур по сечению рулона
(1 -3)
и высоте садки (4)
от продолжительности
нагрева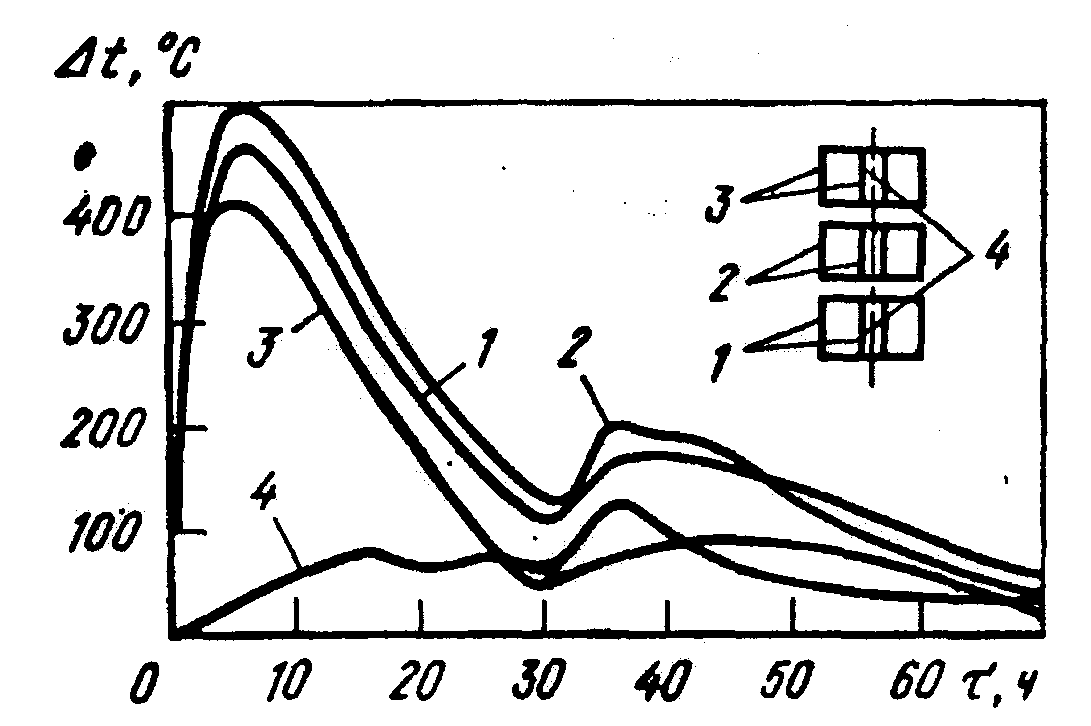
Зависимость длительности нагрева и охлаждения от параметров рулонов и режима отжига.
Основными факторами, влияющими на продолжительность нагрева и охлаждения рулонов в колпаковых печах, являются: параметры рулонов (наружный и внутренний диаметры, высота, ^KB); режим отжига (конечный перепад температур при нагреве, конечная температура охлаждения, метод охлаждения); интенсивность и схема циркуляции (конструкция муфеля, характеристика циркуляционного вентилятора).
Более крупные по диаметру и высоте рулоны нагреваются медленнее. Увеличение допустимой величины конечного перепада температур приводит к снижению длительности нагрева.
Влияние интенсивности циркуляции на длительность нагрева рулонов хорошо иллюстрируется данными, приведенным на рис. 7.10. Так, если сравнить продолжительность нагрева рулонов с наружным диаметром 1,8 м при циркуляции воздуха вентилятором мощностью 15 кВт, и без циркуляции, то видно, что продолжительность нагрева снижается в три с лишним раза. Следовательно, использование циркуляционных вентиляторов в масштабе цеха дает огромную выгоду, поскольку число колпаковых печей зависит от общего объема производства цеха и производительности одной печи.
Рис.
7.10. Влияние циркуляции
на длительность нагрева рулонов:
I
- 2
–соответственно рулоны
с наружным диаметром 1,8 и 1,5 м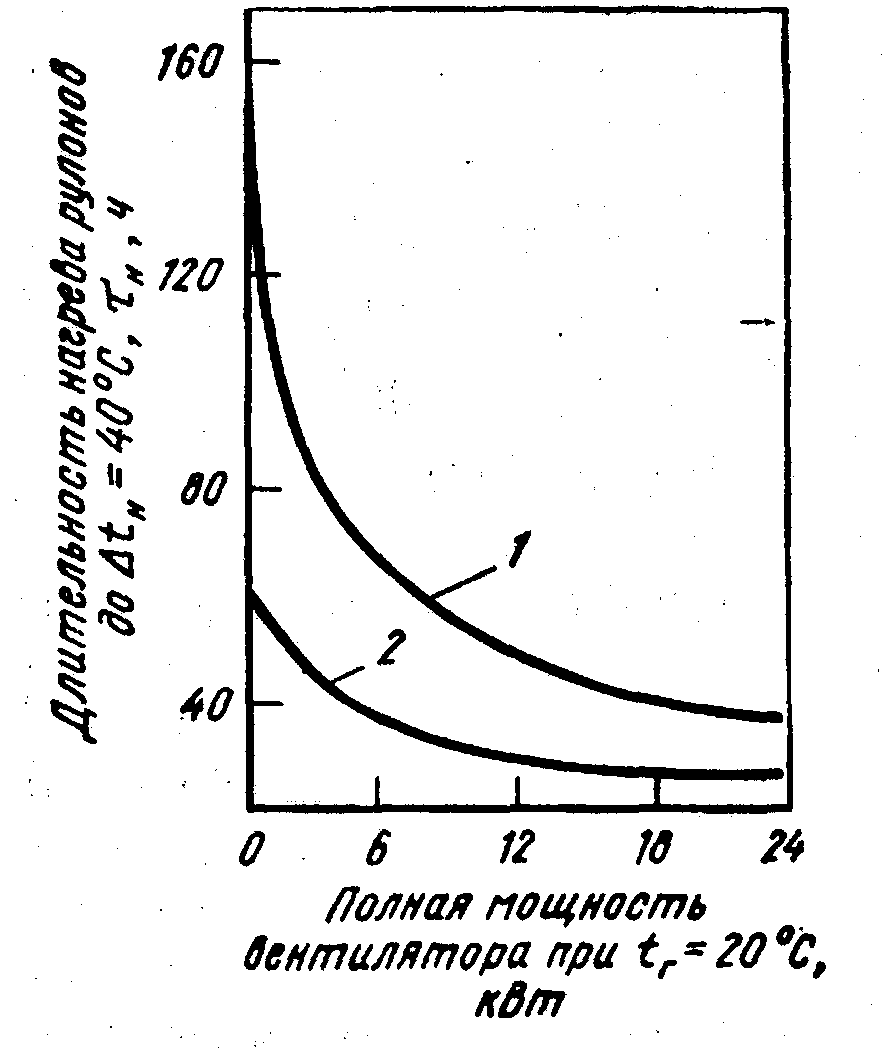
использование рекуператоров для подогрева воздуха до 350-390 °С, что снижает расход топлива на 17-20 %;
интенсификация теплообмена между нагревательным колпаком и муфелем (специальная обмазка внутренней поверхности нагревательного колпака, скоростные горелки и т.п.);
разработка оптимальной конструкции конвекторных колец, обеспечивающих высокую теплоотдачу к торцам рулонов и имеющих низкое гидравлическое сопротивление;
применение в кладке волокнистых огнеупорных материалов, позволяющих примерно в 2 раза снизить потери теплоты на аккумуляцию кладки;
разработка конструкции печи с условиями теплообмена на всех торцах рулонов, похожими на условия для верхнего торца верхнего рулона;
замена двух колпаковых печей одной реверсивной печью, принцип которой аналогичен работе стана Стеккеля: две обогреваемые камеры с печными моталками. Но в отличие от стана Стеккеля, между камерами с моталками находится система стационарных и подвижных роликов, подогревающих или охлаждающих ленту рулона при перематывании;
изменение схемы подачи защитного газа: газ подается циркуляционным вентилятором не по периферии, а по центру рулона и через конвекторные кольца выбрасывается струями на стенки защитного муфеля. При этом резко увеличивается теплоотдача на внутренней поверхности муфеля, что приводит к сокращению времени цикла термообработки на 20-30 % и сокращению расхода топлива.