

Формование резин
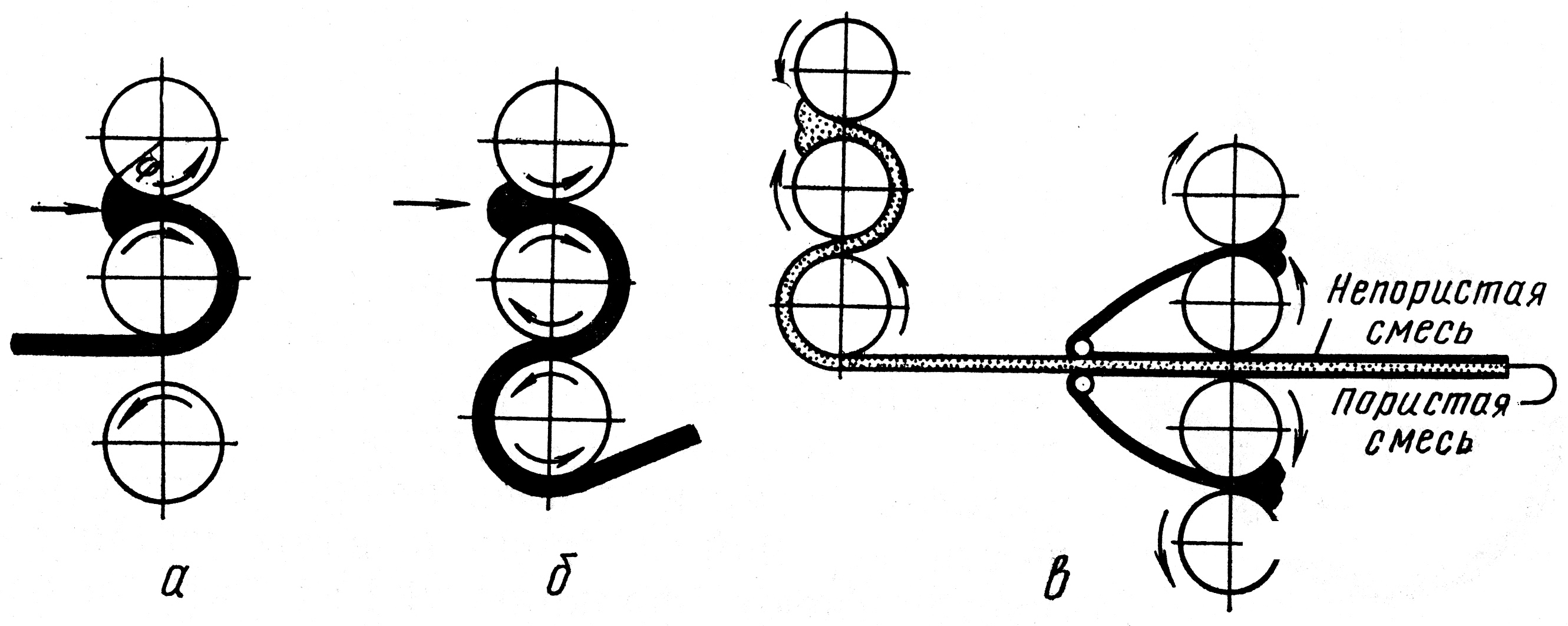
Рис. 4.8.
Рис. IV.8. Схемы каландрования:
а — на двухвалковом каландре; б — на трехвалковом каландре; в — на четырехвалковом каландре с одновременным дублированием
Рис. 4.10.
Рис. IV.10. Схема одночервячного вакуумного экструдера:
1 — гайка; 2 — головка; 3 — секция цилиндра; 4 — червяк; 5 — вакуумная камера; 6 — элемент для вскрытия поверхности смеси с целью ее дегазации; 7 — загрузочная воронка; 8 — мундштук
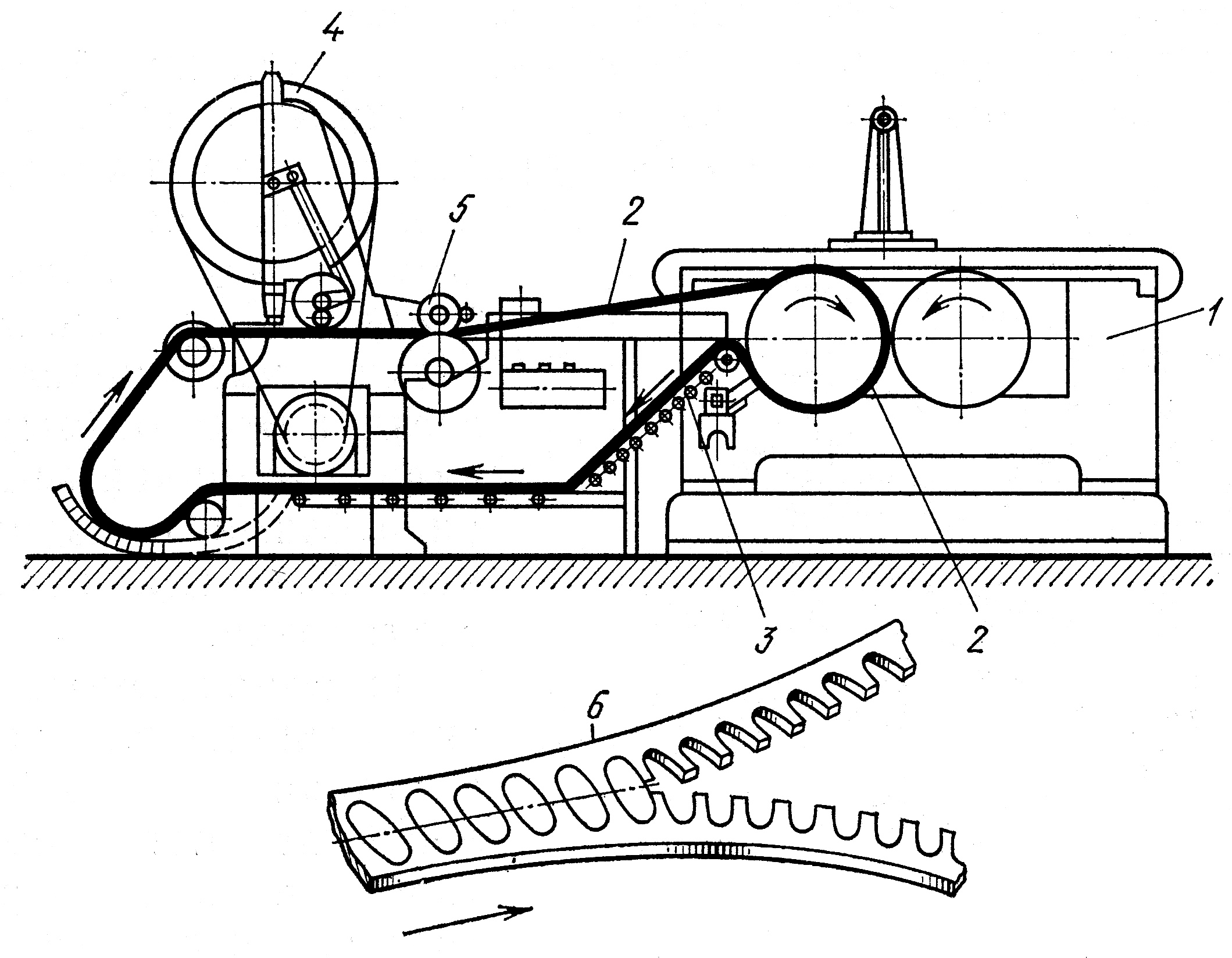
Рис. 4.11.
Рис. IV.11. Схема пресс-автомата для вырубания заготовок подошв, каблуков и набоек:
1 — вальцы; 2 — лента резиновой смеси; 3 — направляющие; 4 — вырубной механизм 5 — приводные валики; 6 — лента резиновой смеси, возвращаемая после перфорации на вальцы
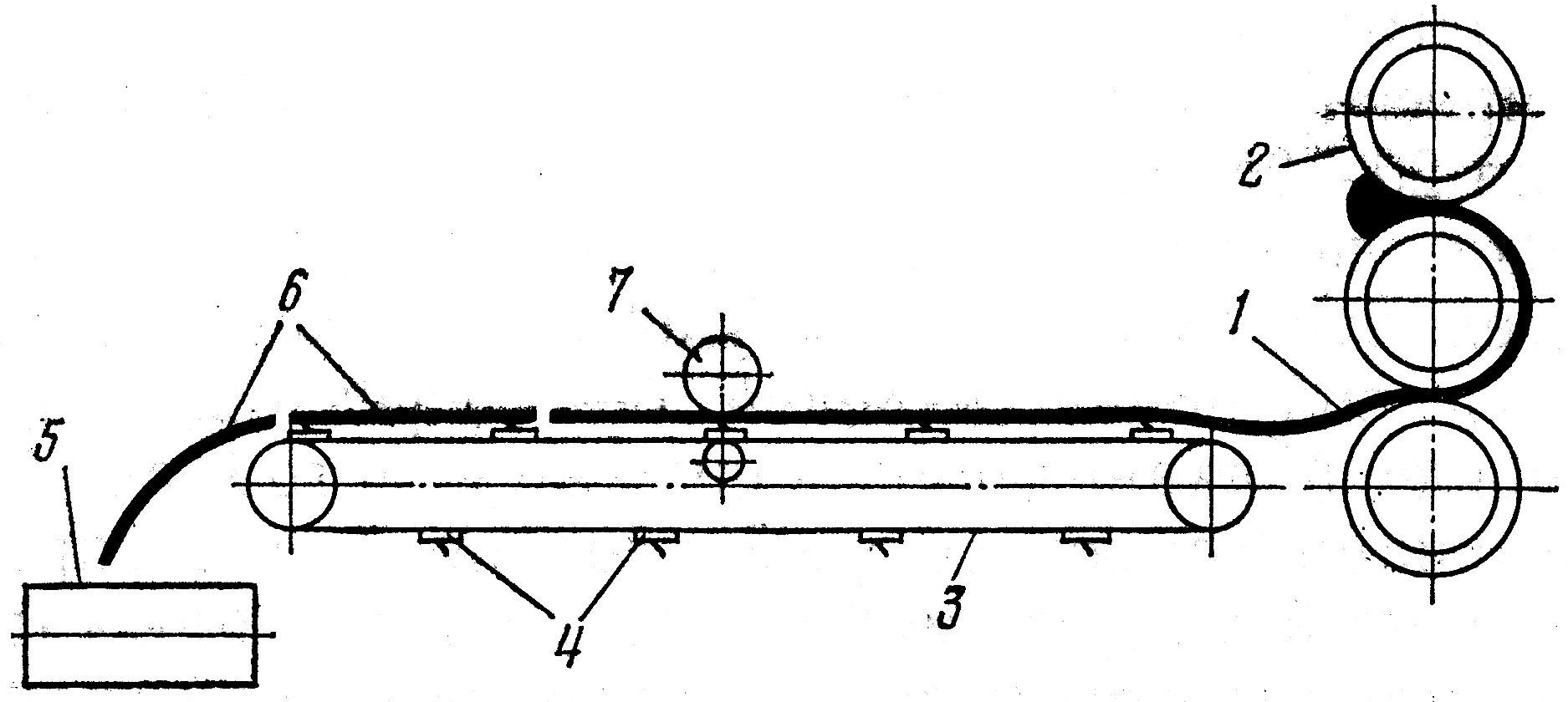
Рис. 4.12.
Рис. IV.12. Схема агрегированного с каландром устройства для резки резиновой ленты на пластины:
1 — резиновая лента; 2 — трехвалковый листовальный каландр; 3 — ленточный конвейер; 4 — ножи; 5 — приемный конвейер; 6 — пластины; 7 — резиновый прижимной валик
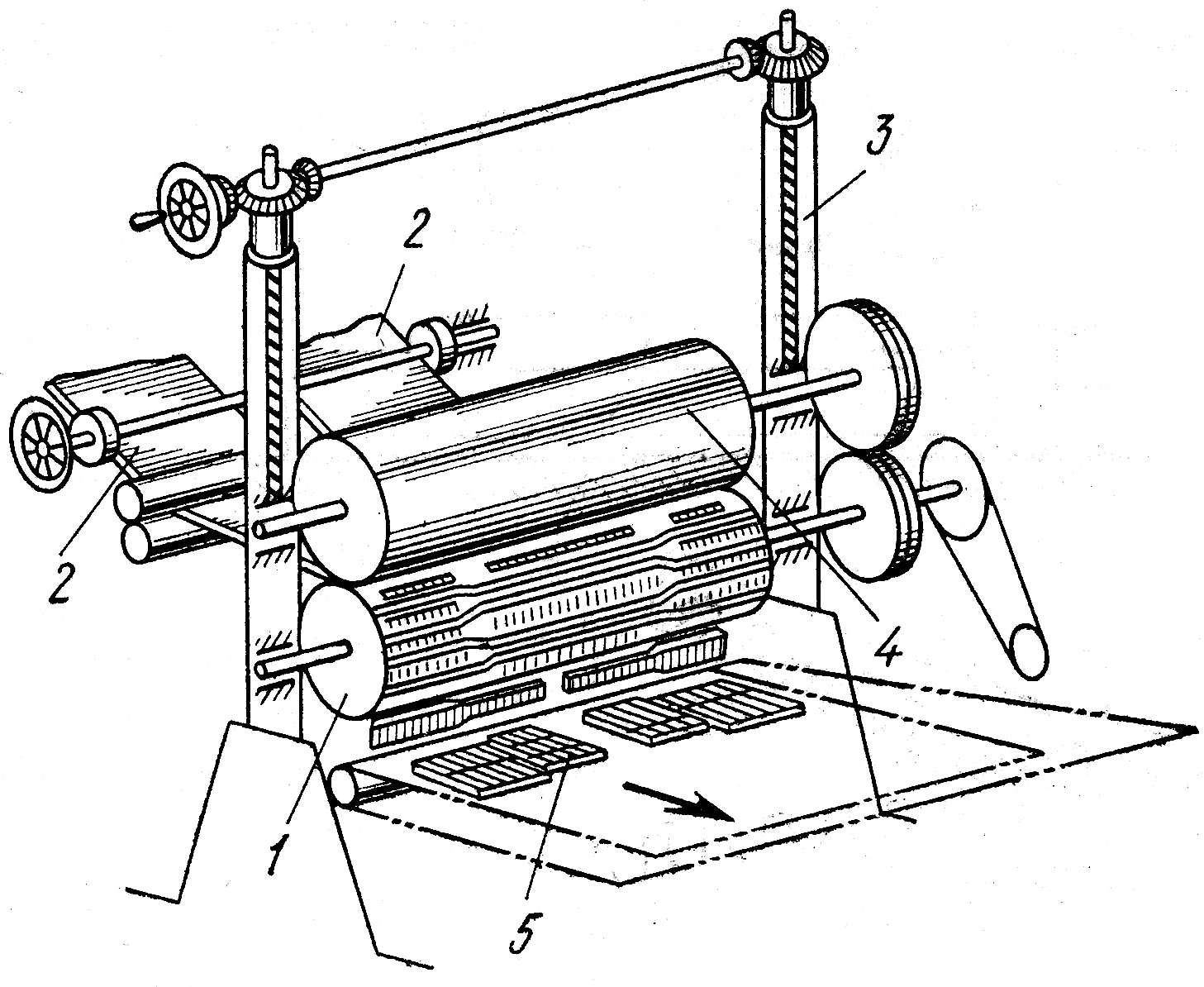
Рис. 4.13.
Рис. IV .13. Схема машины для безотходной резки резиновой смеси на заготовки для подошв:
1 — вырубной вал; 2 — лента резиновой смеси; 3 — регулировочное устройство; 4 — прижимной вал; 5 — заготовки
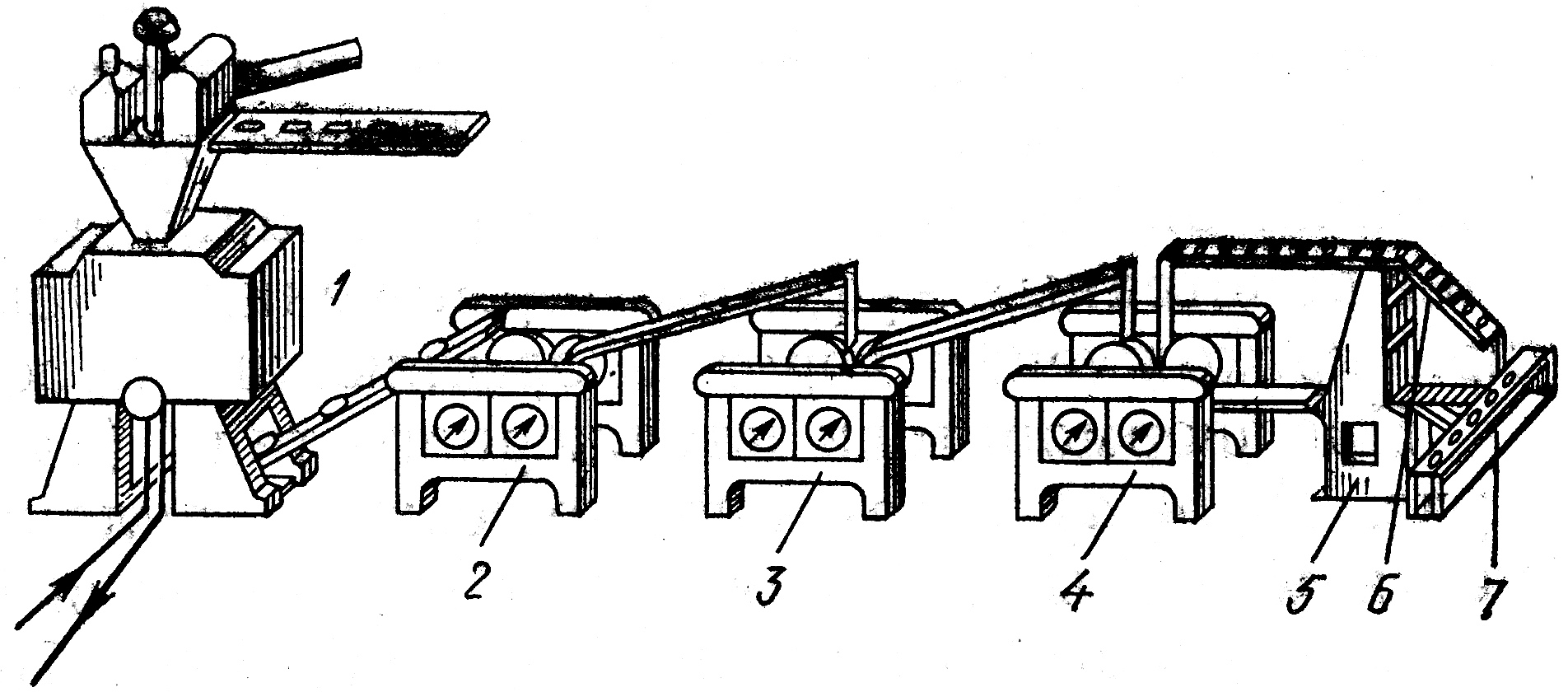
Рис. 4.14.
Рис. IV.11. Схема пресс-автомата для вырубания заготовок подошв, каблуков и набоек:
1 — вальцы; 2 — лента резиновой смеси; 3 — направляющие; 4 — вырубной механизм 5 — приводные валики; 6 — лента резиновой смеси, возвращаемая после перфорации на вальцы
Рис. IV.14. Схема поточной линии формования заготовок для вулканизации резин прессовым методом:
1 — резиносмеситель; 2, 3, 4 — листовальные, разогревательно-питательные, калибрующие вальцы; 5 — штамп-автомат; 6 — лента резиновой смеси, возвращаемая после перфорации на вальцы; 7 — конвейер
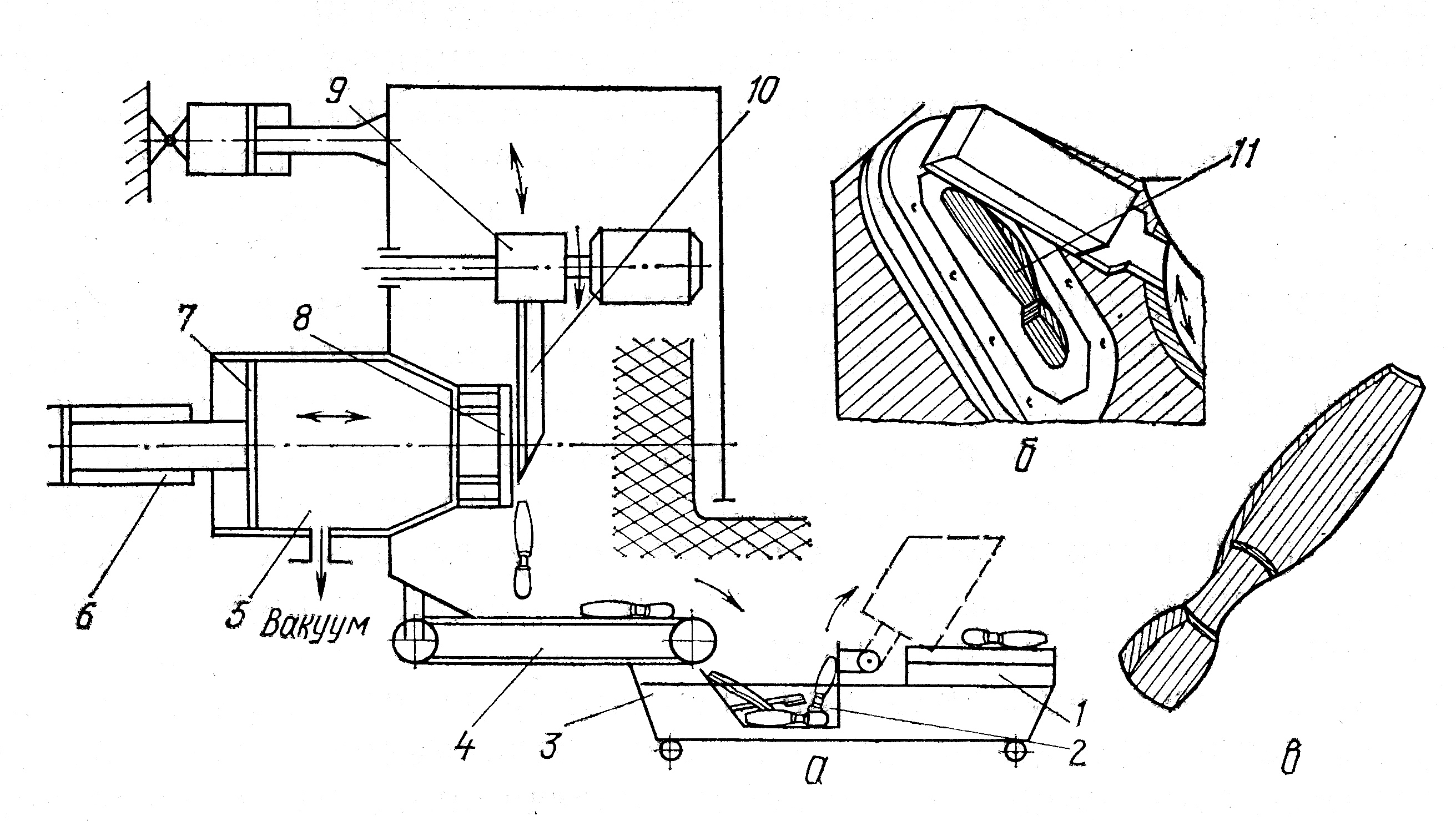
Рис. 4.15.
Рис. IV.15. Схемы агрегата (а) и оформляющее устройство (б) предформователя червячно-плунжерного типа для получения заготовок (в) подошв:
1 — контейнер; 2 — приемный опрокидывающийся бункер; 3 — ванна для охлаждения и антиадгезионной обработки заготовок; 4 — отборочный конвейер; 5 — материальный цилиндр с резиновой смесью; 6 — главный силовой гидроцилиндр; 7 — плунжер; 8 — оформляющий профиль (фильера); 9 — ротор-держатель ножа; 10 — нож; 11 — заготовка в момент формования
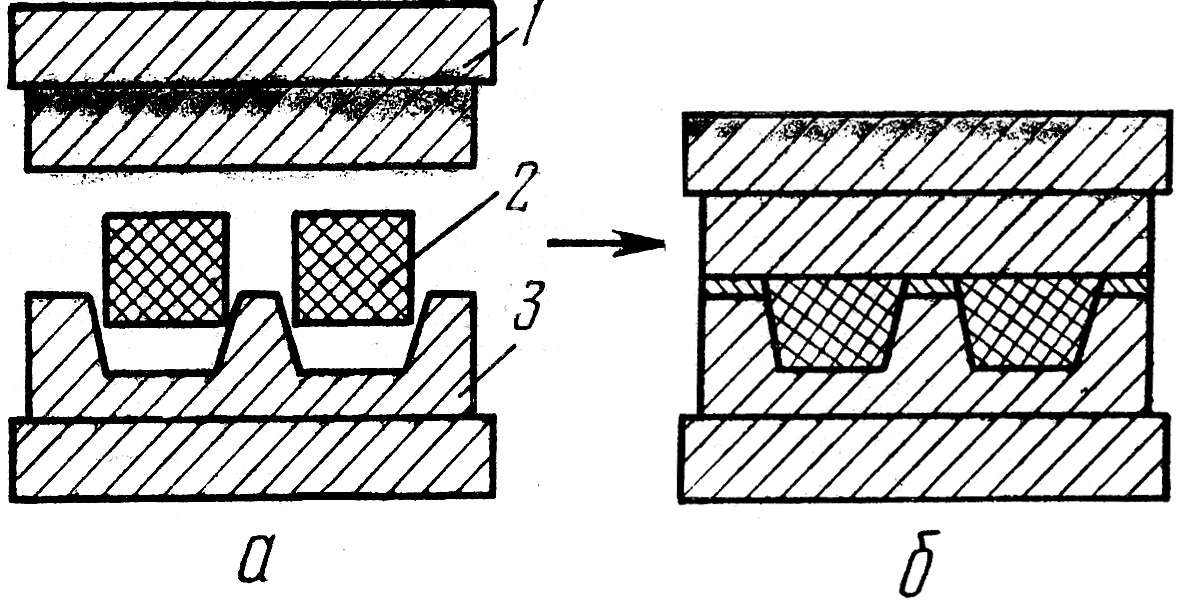
Рис. 4.17.
Рис. IV.17. Схема формования смеси прессовым (формовым) методом:
а — исходная позиция; б — конец формования; 1 и 3 — верхняя и нижняя полуформы; 2 — заготовка
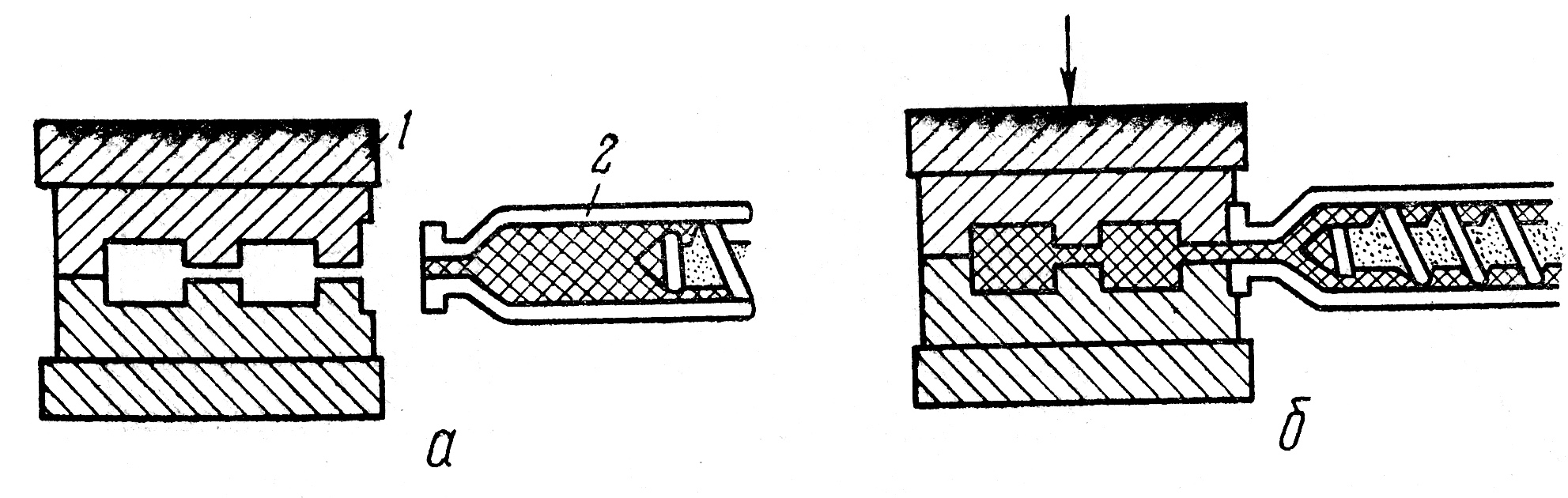
Рис. 4.18.
Рис. IV.18. Схема литья под давлением:
а — исходная позиция; б — конец формования; 1 — форма; 2 — литьевой питатель (до инжектирования)