Інструкційна карта
Професія: Електрогазозварник |
Тема програми: Багатошарове газове наплавлення. |
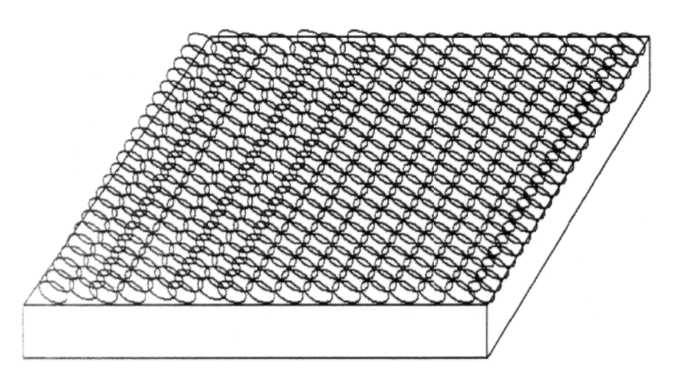
Ескізи |
Інструкційні вказівки |
Інструмент, пристосування, матеріал |
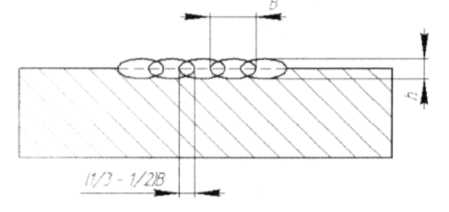
ГЕОМЕТРИЧНІ ПАРАМЕТРИ ВАЛИКА, ЩО НАПЛАВЛЮЄТЬСЯ
|
1 .Наплавлення - нанесення за допомогою зварювання шаруючи металу на поверхню виробу. 2.Воно повинне забезпечити максимальну продуктивності й гарне формування наплавленого шару, що дозволяє зменшити припуски на механічну обробку після наплавлення. 3.При наплавленні плоских поверхонь застосовувати широкі валики рухом електрода. 4.Наплавлення тіл обертання роблять уздовж утворюючим або круговим валиками. 5.Сутність наплавлення полягає в тому, що на зачищену поверхню накладають окремі валики паралельні один одному й кожний наступний валик розплавляє частина вже покладеного. 6.Після наплавлення кожного валика потрібне ретельне очищення його від шлаку бризів, розплавленого металу. 7.Така послідовність наплавлення створює монолітність наплавленого шару й усуває утворення шлакових прошарків між валиками.
|
Газовий пальник ГС-2, окуляри, присадковий дріт Св-08ГА, шланги, що з'єднують, балон з киснем, ацетиленовий генератор АСВ-1,25, молоток зубило. |
Охорона праці |
||
1.Для запобігання влучення бризів розплавленого металу й іскор на шкіру працювати необхідно в спецодязі, рукавицях, головному уборі. 2.Перед зварюванням необхідно включити освітлення й вентиляцію. 3.Для захисту очей від яскравого випромінювання необхідно використовувати спеціальні окуляри. 4.У майстерні повинні бути засоби пожежогасіння. 5.Працювати тільки справним інструментом. 6.Перед роботою перевірити кисневі шланги. 7.Під час роботи постійно стежити за тиском у балонах. 8.Перед роботою переконатися що поблизу немає легкозаймистих матеріалів. 9.Забороняється користуватися газовою апаратурою не оснащеною зворотними клапанами. 10.Забороняється надавати генератору різкі рухи, бити по ньому, розгойдувати. 11.Паління біля легко займистих матеріалів (рідин), балонів з газом заборонено. |
Інструкційна карта
Професія: Електрогазозварник |
Тема програми: Газове наплавлення й зварювання пластин у всіх просторових положеннях шва. |
Ескізи |
Інструкційні вказівки |
Інструмент, пристосування, матеріал |
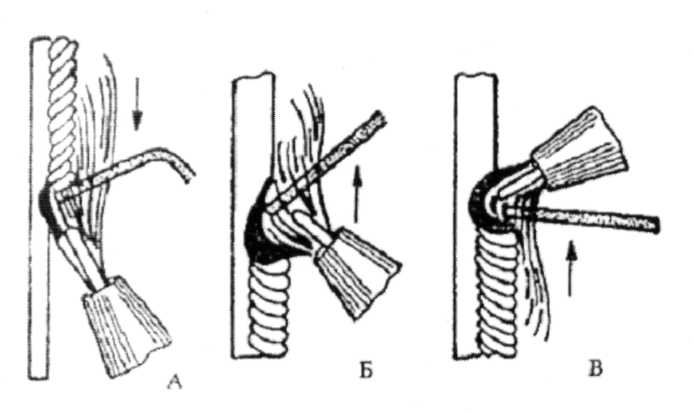
ЗВАРЮВАННЯ ВЕРТИКАЛЬНИМИ ШВАМИ:
А-ВГОРУ, Б-ДОНИЗУ
|
1.Покласти пластину у вертикальне положення. 2.Розрахувати потужність полум'я, вибрати діаметр дроту залежно від способу наплавлення. 3.Виконати наплавлення валика знизу вгору лівим способом. Полум'я направляти на рідкий метал так, що б його тиск сприяв утриманню металу у ванні. Пальник розташувати під кутом 45-60 градусів в осі шва, Кут між присадковим дротом і пальником витримати в межах 90 градусів. Кінець присадочного дроту тримати у ванні розплавленого металу і їм підтримувати метал від витікання. 5.Виконати наплавлення валика зверху внизу правим способом на тій же пластині. При наплавленні прагнути одержати мінімальний обсяг розплавленого металу зварювальної ванни. Тиск полум'я й кінець присадочного дроту використовувати для втримання металу від витікання з ванни. Кут нахилу пальника 30-35 градусів. 6.Зварювання пластини, що зібрана встик знизу вгору (товщина пластин 6 мм) зварювання із двох сторін. 7.Закріпити зразок вертикально. 8.3варити стик знизу вгору з одного а потім з іншого боку, забезпечити перекриття валиків не менш 2 мм. Зібрати на прихопках стикове з'єднання із пластин товщиною 1,5 мм, установити вертикальний зразок. 9.3варить стик зверху долілиць. |
Газовий пальник ГС-2, окуляри, присадковий дріт Св-08ГА, шланги, що з'єднують, балон з киснем, ацетиленовий генератор АСВ-1,25, молоток зубило. |
Охорона праці |
||
1.Для запобігання влучення бризів розплавленого металу й іскор на шкіру працювати необхідно в спецодязі, рукавицях, головному уборі. 2.Перед зварюванням необхідно включити освітлення й вентиляцію. 3.Для захисту очей від яскравого випромінювання необхідно використовувати спеціальні окуляри. 4.У майстерні повинні бути засоби пожежогасіння. 5.Працювати тільки справним інструментом. 6.Перед роботою перевірити кисневі шланги. 7.Під час роботи постійно стежити за тиском у балонах. 8.Перед роботою переконатися що поблизу немає легкозаймистих матеріалів. 9.Забороняється користуватися газовою апаратурою не оснащеною зворотними клапанами. 10.Забороняється надавати генератору різкі рухи, бити по ньому, розгойдувати. 11.Паління біля легко займистих матеріалів (рідин), балонів з газом заборонено. |