ІНСТРУКЦІЙНІ КАРТИ
ПО ЕЛЕКТРОДУГОВОМУ
ЗВАРЮВАННЮ
Розробив
майстер в\н
Каневський О. П.
ІНСТРУКЦІЙНА КАРТА
Професія: Електрогазозварник |
Тема програми: Наплавлення валиків у нижньому положенні шва. |
Ескізи |
Інструкційні вказівки |
Інструмент, пристосування, матеріал |
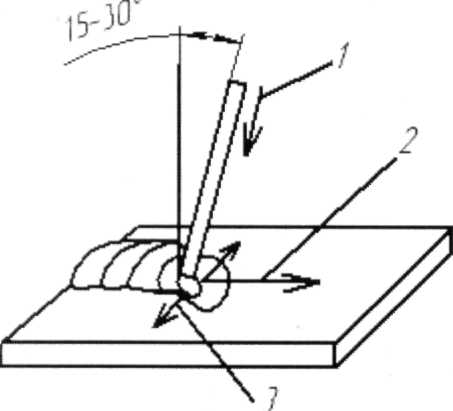
РУХИ ЕЛЕКТРОДОМ
ПОПЕРЕЧНІ РУХИ ПО ЛОМАНІЙ ЛІНІЇ
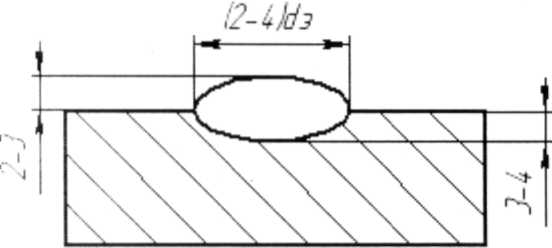
РОЗМІРИ ВАЛИКА, ЩО НАПЛАВЛЕНИЙ
|
Виконання ниткового шва. Виконувати спільно рухи 1 і 2. Рух 1 - рівномірна й безперервна подача електрода в зону горіння дуги в міру його оплавлення. Підтримка як можна більш короткої дуги 2-3 мм, не допускаючи коротких замикань (щоб електрод не примерзав). Рух 2 - переміщення електрода уздовж кромок по напрямку наплавлення. Електрод нахилити під кутом 15-30° до осі, перпендикулярній площині наплавлення. Шов виконувати без коливальних рухів електрода.
Виконання валика. Рух 3 - коливальні рухи похилим електродом поперек шва. Він необхіден для одержання валика потрібної ширини. Наплавлення валика виконувати сполучаючи руху 1,2,3. Нормальна ширина валика залежить від діаметра електрода й повинна становити В=( 2-4)øэ |
Джерело живлення зварювальної дуги, електродотримач, щиток, рукавиці, пластини з низьковуглецевої сталі 500x250x10 мм, електроди АНО-4 ø5 мм зубило, молоток, металева щітка. |
Охорона праці |
||
1.Для запобігання влучення бризів розплавленого металу й іскор на шкіру працювати необхідно в спецодязі, рукавицях, головному уборі. 2.Перед зварюванням необхідно включити освітлення й вентиляцію. З.Для захисту очей і обличчя від шкідливого ультрафіолетового випромінювання обов'язково використовувати маску або щиток. 4.У майстерні повинні бути засоби пожежогасіння. 5.Працювати тільки справним інструментом. 6. Не підключати електродотримач до працюючого джерела живлення. 7.Забороняється самостійно проводити ремонт апаратури й устаткування. Про всі несправності помічені на робочому місці необхідно доповісти майстрові. 6.Під час роботи не відволікатися й не відволікати інших. |

Інструкційна карта
|
Професія: Електрогазозварник |
||
|
Тема програми: Збудження зварювальної дуги. Напрямок зварювання. |
||
|
|
||
Ескізи |
Інструкційні вказівки |
Інструмент, пристосування, матеріал |
|
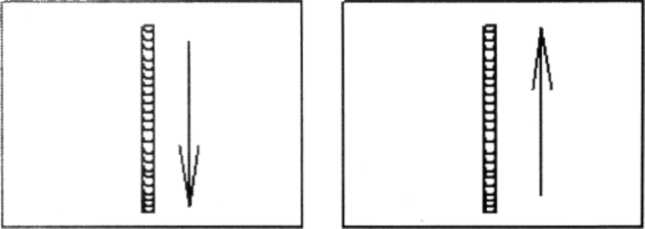
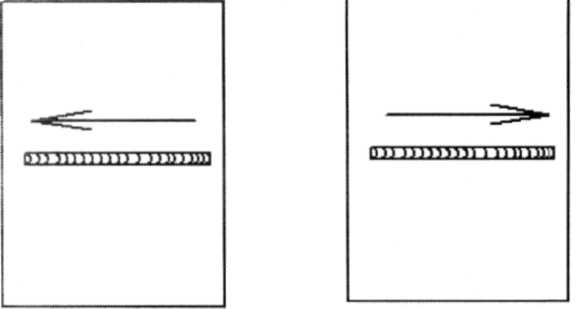
ДОСЕБЕ ВІДСЕБЕ
ЛІВОРУЧ ПРАВОРУЧ |
1. Нахил електрода при зварюванні залежить від положення зварного шва в просторі, товщини й состава основного металу. 2. Напрямок зварювання може бути: ліворуч, праворуч, від себе й до себе. 3. У процесі виконання даних вправ необхідно підтримувати горіння дуги так, що б довжина дуги була незмінною. 4. Подавати електрод у дугу зі швидкістю, рівної швидкості плавлення електрода. 5. Постійної стежити за правильністю обраної довжини дуги.
6. Нормальна
довжина дуги повинна становити 0,
5-1,1
|
Джерело живлення зварювальної дуги, електродотримач, щиток, рукавиці, пластина з низьковуглецевої сталі, електроди типу Е46А ø 4 мм, зубило, молоток, металева щітка. |
|
Охорона праці |
|||
1. Для запобігання влучення бризів розплавленого металу й іскор на шкіру працювати необхідно в спецодязі, рукавицях, головному уборі. 2.Перед зварюванням необхідно включити освітлення й вентиляцію. 3.Для захисту очей і обличчя від шкідливого ультрафіолетового випромінювання обов'язково використовувати маску або щиток. 4.У майстерні повинні бути засоби пожежогасіння. 5.Працювати тільки справним інструментом. 6.Не підключати електродотримач до працюючого джерела живлення. 7.Забороняється самостійно проводити ремонт апаратури й устаткування. Про всі несправності помічені на робочому місці необхідно доповісти майстрові. 6.Під час роботи не відволікатися й не відволікати інших. |
|||
 електрода.
електрода.
Інструкційна карта
Професія: Електрогазозварник |
Тема програми: Наплавлення паралельних і суміжних валиків у нижньому положенні |
Ескізи |
Інструкційні вказівки |
Інструмент, пристосування, матеріал |
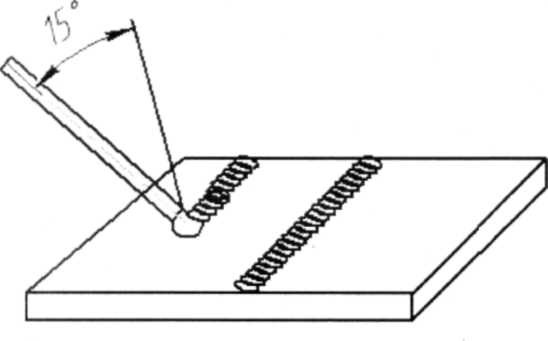
НАПЛАВЛЕННЯ ПАРАЛЕЛЬНИХ ВАЛИКІВ
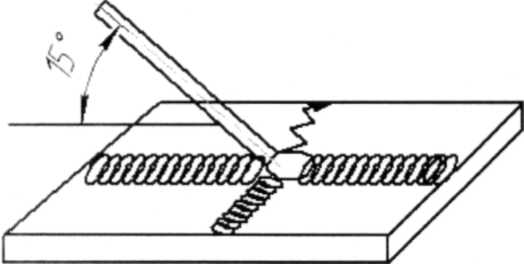
НАПЛАВЛЕННЯ СУМІЖНИХ ВАЛИКІВ |
1 .Підготувати пластини: -очистити від бруду, іржі. 2.Наплавлення валиків. При наплавленні сполучати три рухи: подачу електрода в зону плавлення, пересування електрода по напрямку зварювання й коливальні рухи електрода в межах шва. Рух електрода по ширині шва збільшує його ширину в 1,5 рази. 3.Зачищення шва від шлаку і бризів металу. 4.Візуально зробити контроль якості наплавлення.
|
Джерело живлення зварювальної дуги, електродотримач, щиток, рукавиці, пластини з низьковуглецевої сталі 500x250x10 мм, електроди АНО-4 05 мм зубило, молоток, металева щітка. |
Охорона праці |
||
1.Для запобігання влучення бризів розплавленого металу й іскор на шкіру працювати необхідно в спецодязі, рукавицях, головному уборі. 2.Перед зварюванням необхідно включити освітлення й вентиляцію. 3.Для захисту очей і обличчя від шкідливого ультрафіолетового випромінювання обов'язково використовувати маску або щиток. 4.У майстерні повинні бути засоби пожежогасіння. 5.Працювати тільки справним інструментом. 6. Не підключати електродотримач до працюючого джерела живлення. 7.Забороняється самостійно проводити ремонт апаратури й устаткування. Про всі несправності помічені на робочому місці необхідно доповісти майстрові. 8.Під час роботи не відволікатися й не відволікати інших. |