

3. Монтаж методом вдавлювання.
Монтаж методом вдавлювання в термопластичний матеріал (вініпласт, органічне скло і ін.). Виводи всіх елементів перед установкою на плату формують, як показано на рис. 2.
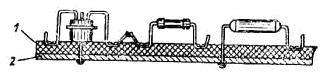
Рис. 2 – Монтаж методом вдавлювання
1-плата із термопластичного матеріалу;
2-корпус екрану або загальна шина
При монтажі їх притискують до плати гострозаточеним паяльником. При цьому матеріал плати плавиться і вивід занурюється в плату на глибину, дещо більшу його діаметра. Потім паяльник відводять, а елемент утримують в незмінному положенні до тих пір, поки пластмаса не затвердіє. Виводи елементів, які повинні з'єднуватися між собою, потрібно кріпити можливо ближче один до іншого і паяти.
При паянні кріплення елементів не порушується, оскільки під час розігрівання виводів механічні навантаження на них практично відсутні і виводи достатньо добре утримуються обтікаючою їх пластмасою. Змонтовану і перевірену в роботі плату покривають захисним шаром епоксидного клею.
4. Монтаж саморобних модулів.
Конструювання і збірка малогабаритних пристроїв, особливо розрахованих на виготовлення в декількох екземплярах (апаратура для народного господарства, для телекерування моделями і ін.), значно спрощується при використовуванні модулів, що є закінченими функціональними вузлами.
Вузол заздалегідь макетують, добиваючись того, щоб він був працездатний без якого-небудь додаткового регулювання при монтажі його, із справних стандартних елементів, із заданим допуском параметрів. Потім перевіряють стійкість роботи вузла при такому розміщенні елементів, яким воно буде в модулі. Кожний елемент обгорнули двома-трьома шарами лакотканини або надягають на корпус відрізок поліхлорвінілової трубки і поміщають в обойму (рис.3). Елементи, що мають на корпусі кільцевий виступ (наприклад, стабілітрони), вирівнюють по діаметру намотуванням лакотканини. Транзистори в круглому корпусі укладають попарно виводами в протилежні сторони. Притискна планка обойми з штифтами переміщається під дією сталевої пружини в направляючих пазах і фіксує положення елементів при монтажі модуля.
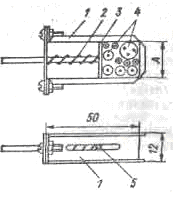
Рис. 3 – Обойма для монтажу модулів
1-корпус; 2-пружина; 3-притискна планка;
4-елементи модуля; 5-направляючий штифт притискної планки
К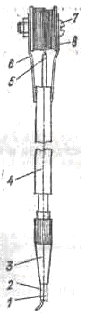 орпус
обойми виготовляють з листової сталі
товщиною 0,5мм. Розміри, вказані на
малюнку, орієнтовні. Розмір А визначається
об'ємом модуля. Вмонтовують елементи
паянням, ізолюють лакотканиною весь
блок і поміщають його в корпус-екран,
який виготовляють з листової латуні
або міді завтовшки 0,2- 0,3 мм Модуль
заливають епоксидним компаундом або
закривають ізоляційною пластиною з
отворами, через які пропускають виводи.
Модуль, виконаний у такий спосіб і
що містить, наприклад, два транзистори
КТ316, п'ять резисторів МЛТ-0,125 і три
конденсатори КМ-5а, мають габарити
12Х14Х15 мм
орпус
обойми виготовляють з листової сталі
товщиною 0,5мм. Розміри, вказані на
малюнку, орієнтовні. Розмір А визначається
об'ємом модуля. Вмонтовують елементи
паянням, ізолюють лакотканиною весь
блок і поміщають його в корпус-екран,
який виготовляють з листової латуні
або міді завтовшки 0,2- 0,3 мм Модуль
заливають епоксидним компаундом або
закривають ізоляційною пластиною з
отворами, через які пропускають виводи.
Модуль, виконаний у такий спосіб і
що містить, наприклад, два транзистори
КТ316, п'ять резисторів МЛТ-0,125 і три
конденсатори КМ-5а, мають габарити
12Х14Х15 мм
5
Рис.4 – Пристрій монтажу накруткою
1,2-трубки від голок медичного шприца;
3-патрон від циркуля;
4-латунна трубка; 5-трука ПХВ; 6-латунна
планка; 7-гвинт;
8-котушка з монтажним провідником
при макетуванні дозволяє краще зберегти елементи, оскільки виключає багатократні перепаювання їх виводів. Суть монтажу методом накрутки полягає в тому, що всі з'єднання в пристрої роблять мідним неізольованим (краще лудженим) дротом, туго намотуючи його на виводи деталей. Забезпечити надійний електричний контакт в з'єднанні і полегшити виконання цієї операції дозволяє нескладне пристосування (рис.4).
Основою пристосування служить патрон утримувача грифеля від креслярського циркуля (придатний утримувач з крізним осьовим отвором). На хвостовик утримувача напресована латунна трубка завдовжки близько 80 мм До верхнього (по малюнку) кінця трубки припаяно дві латунні планки розміром 25Х5Х0,5 мм з кріпильними отворами. Ці смужки утворюють утримувач катушки із запасом монтажного дроту; віссю катушки служить гвинт. В патрон утримувача грифеля затискають дві сталеві трубки, відрізані від голок медичного шприца.
Трубка 1 має зовнішній діаметр 0,8 і довжину 35 мм, а трубка 2-відповідно 1,2 і 25 мм Трубка 2 служить направляючій для монтажного дроту і одночасно різцем, що знімає з нього оксидну плівку. Виступаючий торець цієї трубки потрібно заточити перпендикулярно її осі на шліфувальному крузі; кромки повинні бути гострими, але без загусенців. Кромки протилежного кінця трубки згладжують і надягають на нього направляючу трубку завдовжки близько 100 мм з поліхлорвінілу. Трубка 1 є як би віссю: її надягають на вивід деталі і навкруги неї обертають пристосування, притиснувши кінець монтажного дроту пальцем до платі. При цьому монтажний дріт витягується з трубки 2 і щільно намотується на вивід. З патрона трубка 1 повинна виступати на 4 мм, а трубка 2-на 3,7 мм . Після намотування дроту на один вивід пристосування переносять на інший вивід і так, не обриваючи дроту, сполучають потрібне число виводів. Необхідне натягнення дроту встановлюють гайкою гвинта. Після невеликої практики роботи з пристосуванням виходить достатньо надійний електричний контакт.