

1.3.2 Методы контактирования компонентов с планарными выводами
Пайка компонентов с планарными выводами является пайкой оплавлением, то есть основывается на местном ограниченном оплавлении припоя хотя бы на одном из облуженных соединяемых металлов.
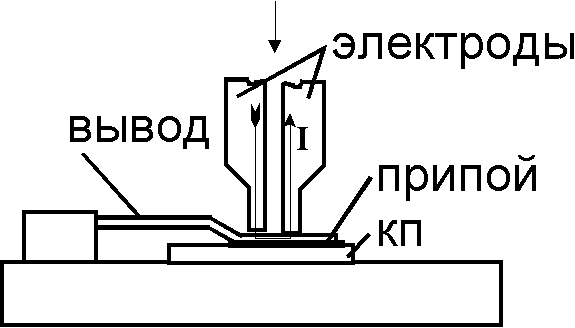
Пайка сопротивлением
Принцип пайки сопротивлением основывается на разогреве проводника протекающим током.
Количество создаваемого тепла по закону Джоуля-Ленца пропорционально квадрату тока
Q = I Rtn tn - время пайки.
R = Rэл + Rд + Rк Rэл - переходное сопротивление, Rд - сопротивление прохождению тока через детали, Rк - переходное сопротивление между контактируемыми металлами.
Нагрев выводов компонентов достаточен, чтобы оплавить слой припоя на печатном проводнике посредством теплопроводности.
Достоинство метода: возможность регулировать подводимую энергию позволяет добиться диффузии поверхностных атомов соединяемых металлов в очень ограниченном объеме, то есть создать очень прочное соединение.
Недостатки метода:
нельзя паять сразу несколько пар контактов из-за возможного образования разности потенциалов между разными парами, что может испортить ИМС;
при работе с флюсами их пары попадают на электроды и создают неконтролируемое переходное сопротивление. Чтобы отказаться от применения флюса необходимо, чтобы оба соединяемых металла были облужены.
При пайке сопротивлением необходимо стремиться уменьшать время пайки, что возможно при повышении напряжения пайки Uп. Это связано с тем, что при большом времени пайки (tп) возможно отслоение печатных проводников от платы. В качестве материала электрода используется молибден, так как он не смачивается припоем.
Пайка оплавлением U-образным электродом
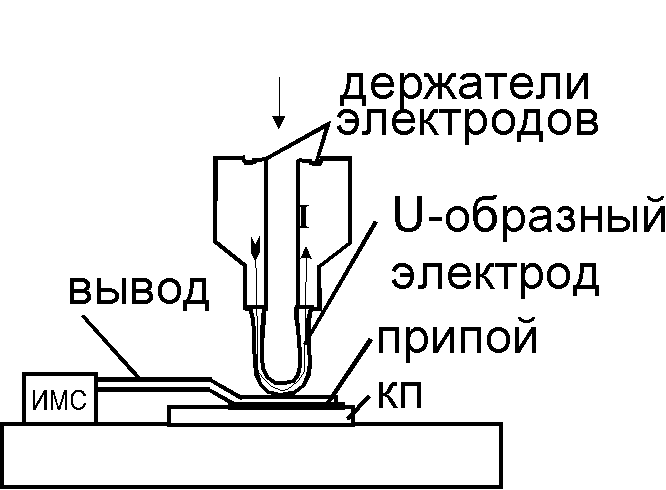
В отличие от пайки сопротивлением здесь ток протекает только через U-образный электрод и не проходит через контактируемые детали. U-образный электрод действует аналогично паяльнику. При его применении нет опасности появления разности потенциалов между отдельными выводами, поэтому при соответствующей форме U-образного электрода можно паять одновременно все выводы с одной стороны ИМС. А применив сразу два электрода можно одновременно соединить все выводы планарной ИМС. При этом ширина электрода равна 9мм для одновременного контактитрования 7 выводов, и - 40мм для одновременного контактирования 32 выводов (шаг 1,25 мм).

Достоинства метода:
отсутствие эл. нагрузок компонентов позволяет осуществить групповую пайку;
возможно контактирование сразу после сборки без фиксации компонентов;
возможность применения для демонтажа ИМС;
позволяет автоматизировать процесс сборки и монтажа вместе.
Недостатки метода:
так как в процессе контактирования происходит только расплавление припоя и нет диффузии контактируемых металлов, то прочность соединения меньше ,чем у пайки сопротивлением;
необходимость менять электроды при переходе к пайке ИМС с другим количеством выводов;
время контактирования увеличивается из-за необходимости выдержки электродов на контакте до затвердевания припоя.
Групповая пайка паяльником
Для групповой пайки планарных выводов ИМС используется два способа пайки паяльником:
пайка при продольном перемещении жала паяльника относительно выводов;
пайка при поперечном перемещении жала паяльника относительно выводов;
В первом случае осуществляется одновременная пайка всех выводов ИМС. - Производительность - 12 шт./мин ( пайка 1 ИМС = 1-2 сек + перестановка паяльника). Во втором - одновременно припаивают два противолежащих вывода. Здесь имеется возможность двигать жала паяльников вдоль всего ряда ИМС. При движении со скоростью 2-6 мм/сек на пайку одной ИМС затрачивается 2-6 сек, что обеспечивает производительность до 30 шт/мин.

Принцип метода основан на том, что световое излучение фокусируется, при попадании на металлы адсорбируется и переходит в тело.
Фокусировка излучения в точечный луч происходит с помощью поворотного эллиптического зеркала, в фокусах которого располагаются излучатель и соединяемые металлы.
Для получения излучения в виде полосы используется цилиндрическое эллиптическое зеркало.
В качестве источника света используются галогенокварцевые или ртутнопаровые лампы высокого давления.
Из-за недостаточного согласования спектрального разделения излучения (дисперсии) и способностью к адсорбции поверхности изделий происходят большие потери энергии, особенно в галогенокварцевой лампе.
Подгонка адсорбирующей способности поверхности изделий к длине волны излучения осуществляется при применении сильно адсорбирующих покрытий - слоев лака или флюса.
Преимущество галогенокварцевой лампы состоит в большой продолжительности жизни - до 2000 часов, в то время как ртутнопаровые имеют продолжительность жизни до 200 часов и являются неуправляемыми по мощности.
Недостаток галогенокварцевой лампы состоит в большом фокусируемом диаметре - около 4 мм, тогда как в ртутнопаровой лампе он составляет 1 мм.
Процесс пайки происходит при непрерывном движении ПП, а дозировка энергии подводимой к контакту осуществляется изменением скорости транспортировки.
Недостатки метода:
необходимость использования относительно длинных выводов ИМС, чтобы избежать тени от корпуса, а это приводит к уменьшению плотности упаковки;
при работе с излучением в виде полосы появляется термическая нагрузка платы между контактами.
Для уменьшения этой нагрузки используют металлические съемные шаблоны, вырезы которых точно соответствуют расположению контактов.
При пайке точечным излучением оптимальными параметрами для контактирования луженных выводов являются следующие:
ртутнопаровая лампа высокого давления НВО 100;
толщина припоя 40 мкм;
скорость транспортирования ПП 1,6 мм/сек (1,3 выв./сек при шаге 1,25 мм;
длина вывода ИМС - 10 мм;
степень перекрытия вывода КП и ПП - 50%.
Пайка микропламенем
При пайке микропламенем энергия образуется при сгорании подходящего газа с кислородом и пайка происходит пламенем длиной 10 - 15 мм через тонкое сопло диаметром около 0,5 мм.
Для стабильности пламени необходимо постоянное соотношение горючего газа и кислорода в смеси, чего нельзя обеспечить применением стальных баллонов. Поэтому применяют специальный газовый источник, в котором вода электролитически разлагается.