

3.10 Разработка технологического оснащения для контроля и испытаний
Разработанный блок управления НШР для пайки ПП предназначен для работы совместно с ЭВМ и является частью системы управления накладным шаговым роботом для пайки ПП.
В соответствии с назначением блока для тестирования его работоспособности необходимо подать на вход все сигналы, возникающие при его работе, измерить выходное напряжение на клеммниках подключения двигателей и проверить работоспособность акселерометра. Т.к. блок управления НШР является микропроцессорной системой, при его проверке необходимо применение ЭВМ, позволяющей запускать управляющую программу блока управления, которая включает в себя возможность проверки работоспособности блока.
Для проверки блока управления НШР для пайки ПП необходимо иметь следующие контрольно-измерительные приборы:
ЭВМ со следующей конфигурацией: процессор не хуже Intel Pentium 2,4 GHz, 2Gb RAM, OS Windows XP, наличие порта LPT, блок питания мощностью не менее 500Вт;
мультиметр универсальный цифровой.
Для подключения проверяемого блока управления НШР для пайки ПП к ЭВМ используются кабель – LPT. Для питания блока управления его необходимо подключить к блоку питания ЭВМ c помощью стандартного разъема питания MOLEX, которыми оснащаются все современные компьютерные блоки питания. Схема стенда контроля, содержащая в себе проверяемый блок, ЭВМ и цифровой мультиметр изображена на чертеже.
При процессе проверки необходимо тщательно соблюдать разработанную инструкцию по контролю. Перед контролем инженер, проводящий контроль должен изучить конструкторскую документацию на испытательную аппаратуру, стандартизированные измерительные приборы, оборудование и приспособления, а также ознакомится с технологическим процессом контроля блока. На рабочем месте контролёра должны находиться все необходимые приборы указанные выше. Все результаты проверок заносить в протокол приемо-сдаточных испытаний.
Методика проверки блока представлена ниже:
Подключить блок управления НШР для пайки ПП к ЭВМ согласно схеме на чертеже.
Включить ЭВМ и дождаться загрузки операционной системы.
Запустить на ЭВМ программу управления блоком сверления и перейти на вкладку «Тестирование». Окно программы представлено на рисунке 3.3. Соответствие отображаемых параметров и измеряемых приведено в табл. 3.3
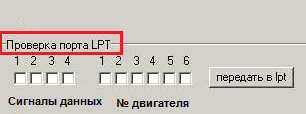
Рисунок 3.3. Окно программы управления, вкладка «Тестирование».
Таблица 3.3 - Измеряемые и отображаемые параметры
-
Название элемента в программе.
Описание
Сигналы данных
1
Передать последовательность данных 1
2
Передать последовательность данных 2
3
Передать последовательность данных 3
4
Передать последовательность данных 4
№ двигателя
1
Передать последовательность данных на двигатель 1
2
Передать последовательность данных на двигатель 2
3
Передать последовательность данных на двигатель 3
4
Передать последовательность данных на двигатель 4
5
Передать последовательность данных на двигатель 5
6
Передать последовательность данных на двигатель 6
Передать в LPT
Отправить сигнал
Выбирая соответствующие пункты в окне программы и нажимая кнопку «Передать в LPT» на порт LPT подаются соответствующие биты данных. Например, выбрав в окне программы пункт «Сигналы данных» - 1 и пункт «№ двигателя» - 1 на порт LPT подается последовательность бит 0001 0001, при выборе пунктов «Сигналы данных» - 2 и «№ двигателя» - 2 последовательность бит будет 0010 0010 и т.д. для всех остальных комбинаций.
Для проверки работоспособности необходимо мультиметром снять показания напряжения на клеммниках соответствующего двигателя. В таблице 3.4 приведены все тестовые комбинации и соответствующие им показания мультиметра.
Таблица 3.4 – Тестовые комбинации показания мультиметра
Сигнал данных |
№ двигателя |
Последовательность бит |
Показания мультиметра |
Клеммник X3 |
|||
1 |
1 |
0001 0001 |
+12В на контакте 1 |
2 |
1 |
0010 0001 |
+12В на контакте 2 |
3 |
1 |
0100 0001 |
+12В на контакте 3 |
4 |
1 |
1000 0001 |
+12В на контакте 4 |
1,2,3,4 |
1 |
1111 0001 |
+12В на контактах 1, 2, 3, 4 |
Клеммник Х4 |
|||
1 |
2 |
0001 0010 |
+12В на контакте 1 |
2 |
2 |
0010 0010 |
+12В на контакте 2 |
3 |
2 |
0100 0010 |
+12В на контакте 3 |
4 |
2 |
1000 0010 |
+12В на контакте 4 |
1,2,3,4 |
2 |
1111 0010 |
+12В на контактах 1, 2, 3, 4 |
Клеммник Х5 |
|||
1 |
3 |
0001 0011 |
+12В на контакте 1 |
2 |
3 |
0010 0011 |
+12В на контакте 2 |
3 |
3 |
0100 0011 |
+12В на контакте 3 |
4 |
3 |
1000 0011 |
+12В на контакте 4 |
1,2,3,4 |
3 |
1111 0011 |
+12В на контактах 1, 2, 3, 4 |
После завершения проверки при исправных показаниях блока отключить все приборы и блок управления НШР для пайки ПП от ЭВМ путем отключения кабеля LPT.