

2.8 Монтаж ізоляторів і шин
Монтаж опорних ізоляторів
Перед встановленням на місце ізолятори оглядають і відбраковують. Перевіряють кожний ізолятор на відсутність в ньому тріщин, сколів й інших технічних пошкоджень.
Допустима площа відбитих країв не повинна перевищувати 1 см, їх слід добре відшліфувати і покрити шарами бакелітового лаку. Легкі подряпини на фарфорі також покривають бакелітовим лаком.
Перевіряють стан металічної арматури ізоляторів, міцність армування. Шар замазки має бути рівномірним по всьому колу армування, а на ізоляторах для внутрішньої установки армований шов покривають лаком. Корозію усувають ганчіркою, змоченою у гасі, а задирки − напилком для запобігання поранення рук при монтажі.
Монтаж опорних ізоляторів складається з встановлення, вивірки і закріплення, приєднання фланців до заземлюючої магістралі та фарбування головок й фланців. Ізолятори, змонтовані фланцями безпосередньо на заземлених металічних конструкціях, додатково не заземлюють.
Опорні ізолятори монтують головним чином на металічних креструкціях у майстернях і привозять на місце монтажу у вигляді блоків з уже приєднаними шинами. До будівельних конструкцій блоки прикріплюють гайками і вмазаними на першій стадії монтажу шпильками, або приварюють до металічних деталей, закладених у будівельних конструкціях.
Під час встановлення опорних ізоляторів дотримуються таких норм і правил:
Центри головок ізоляторів (чугунних ковпачків) повинні суміщатися з поздовжньою і поперечною осями розмітки.
Площини ковпачків кожного комплекту (із 3 шт.) необхідно розміщати на одному рівні (допуск ± 2 мм).
Відстань між осями ізоляторів рівних фаз, а також від осі ізоляторів до заземлених конструкцій і відстані між окремими ізоляторами однієї фази мають відповідати проекту.
Фланець не повинен втоплюватися.
Болти заземлення слід розміщувати з боку заземлюючої магістралі.
Прокладки ізоляторів не повинні виступати під фланці.
Ізолятори треба закріплювати так, щоб можна було їх замінити без відрізування ошиновки.
Встановлення ізоляторів для ошиновки виконують в такій
послідовності: спочатку розміщають крайні ізолятори і по центрам їх головок натягують шнур, потім відносно шнура вирівнюють по висоті решту ізоляторів, користуючись при цьому прокладками із толі, картону чи листової сталі. Після остаточної вивірки у вертикальній, горизонтальній або похилій площинах кріпильні болти або шпильки затягують гайками. За необхідності фарфорові ізолятори захищають екраном або азбестом від бризків гарячого металу або дії високих температур.
Монтаж прохідних ізоляторів
До монтажу прохідних ізоляторів, крім тих вимог, що й до опорних, ставляться додаткові, які залежать від наявності струмопровідного стержня і форми фланця. Найчастіше прохідні ізолятори встановлюють на азбестоцементних або стальних плитах. У прохідних ізоляторах на номінальний струм 1000А і більше стальні плити виготовляють з двох половин, які з’єднують планками з немагнітного матеріалу, дотримуючись зазору в 5 − 6 мм між половинами по всій довжині.
Плити з прохідними ізоляторами встановлюють в ніші будівельної конструкції і вивіряють у горизонтальній та вертикальній площинах . Прохідні ізолятори розміщують на плиті, закріплюють без затягування болтами та гайками та ретельно вивіряють за рівнем та виском. Далі ПІ закріплюють на плиті, затягуючи стяжні болти гайками.
Після завершальних робіт арматуру ізоляторів, як опорних так і прохідних, фарбують чорною емалевою фарбою. Місце приєднання фланців до заземлення не фарбують.
Монтаж шин
Шини у вигляді готових заготовок постачають заводи. Монтаж шин складається с таких операцій: відбір і відбракування, виправлення, розмітки, відрізування та згинання, обробка контактних поверхонь, свердління отворів, складання окремих вузлів в блоки з опорними ізоляторами і металоконструкціями основ (наприклад шинних мостів і переходів), зварювання збірних і приварювання розгалужувальних шин або їх болтове з'єднання, фарбування. Розробляючи шини на технологічних лініях необхідно провести виправлення на площину і ребро; розмітку; рубання на відповідні відрізки; свердління отворів; згинання на площину і ребро; зварювання встик і приварювання розгалужень; опре совку, зачистку і консервацію контактних поверхонь; фарбування заготовок і складання заготовок шин в пакети, блоки, вузли та комплекти.
Заготовлені шини після їх маркування транспортують на місце монтажу. Шини розміщають симетрично в одній площині. Не можна наближати шини до заземлюючих частин установки або до шин іншої полярності на відстань меншу допустимої.
Для прокламування шин виготовляють: затискачі та шинотримачі на площину і ребро, шинні компенсатори, міжшинні розпірки, перехідні пластини тощо.
При кріпленні шинотримачами не потрібно свердлити або видавлювати отвори в шинах.
Монтаж заготовлених шин виконують в такій послідовності: встановлюють шинотримачі на опорних ізоляторах; розкладають шини і вивіряють їх положення в шинотримачаї, з’єднують ділянки збірних шин з компенсаторами; встановлюють, вивіряють і приєднують розгалуження; при необхідності повторно фарбують виправлені шини. Збірні шини вивіряють за натягнутою по поздовжній осі стальною дротиною. Крім того, перевіряють горизонтальні кожної ділянки шин з допомогою рейки і рівня.
Шини
прикріплюють лежачи або на ребро на
ізоляторах болтами, скобами або в
шинотримачах (рис.
9). При
великій довжині шин внаслідок лінійних
розширень можуть виникати деформації.
Для їх уникнення встановлюють
компенсатори.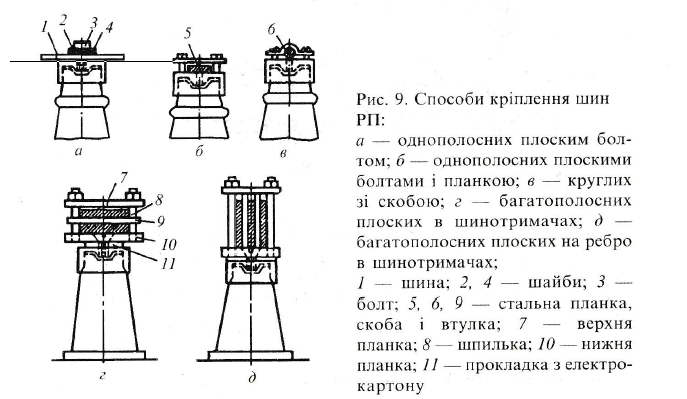
Залежно від конструкції виводів і матеріалу шин існує декілька способів приєднання шин до виводів апаратів: одноболтове і багато болтове безпосередньо з допомогою наскрізних болтів з гайками і шайбами: гайкове безпосереднє, через плоскі мідно-алюмінієві перехідні пластини.
До плоских виводів апаратів безпосередньо приєднують мідні, алюмінієві та стальні шини. Таким же способом з допомогою спеціальних мідних або латунних гайок збільшених розмірів під'єднують алюмінієві шини, якщо номінальний струм апарата не перевищую 600А. Контакт плоских алюмінієвих шин з мідними стержневими виводами апарата на струми 600А і більше здійснюють мідно-алюмінієвими перехідними пластинами.
Контактні поверхні в місцях приєднання шин до виводів апаратів повинні бути ретельно оброблені на шиношліфувальному або шипофрезерному верстатах і при заготовці в майстернях. На приєднаннях до затискачів апаратів слід застосувати контрові пристрої. Деякі приєднання алюмінієвих шин показано на Рис. 10.
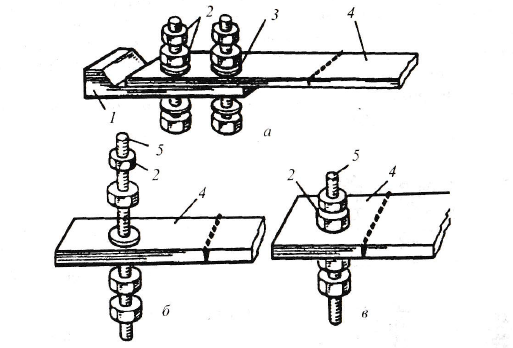
Рис. 10. Приєднання алюмінієвих шин до виводу апарата:
а − плоскому виводу через пластину МА; б − мідному стержневому через пластину МА; в − мідному через пластину АП; 1 − вивод апарата; 2,3,5 − стальні гайки, шайба і болт; 4 − перехідна пластина.