

4. Типы плунжеров.
Плунжер представляет собой полый цилиндр с внутренней резьбой по концам. Плунжера изготавливается длиной 500, 900, 1200, 1500 и 1800 мм. Они изготавливаются из цельнотянутой стальной трубы толщиной стенки от 5 до 9,5 мм.
Плунжеры насосов изготовляют следующих исполнений:
П1Х - с кольцевыми канавками, цилиндрической расточкой на верхнем конце и хромовым покрытием наружной поверхности;
П2Х - с кольцевыми канавками и хромовым покрытием наружной поверхности;
ПIА-с кольцевыми канавками, цилиндрической расточкой на верхнем конце и азотированной наружной поверхностью;
П2А - с кольцевыми канавками и азотированной наружной поверхностью;
П1И - с кольцевыми канавками, цилиндрической расточкой на верхнем конце и упрочнением наружной поверхности методом напыления;
П2И - с кольцевыми канавками и упрочнением наружной поверхности методом напыления;
П 1НХ - с кольцевыми канавками» цилиндрической расточкой на верхнем конце, хромовым \ покрытием наружной поверхности и наружной присоединительной резьбой;
П1НИ - с кольцевыми канавками, цилиндрической расточкой на верхнем конце, упрочнением наружной поверхности методом напыления и наружной присоединительной резьбой;
ПIНм - с манжетными (металлическими и неметаллическими) уплотнителями и наружной присоединительной резьбой (см. рисунок 15 и таблицу 5).

А Б В Г Д Е
Рис. 15: Конструкции
плунжеров глубинных насосов. А - с
кольцевой гладкой поверхностью (ТИПГ),
Б - с кольцевыми
канавками (Тип К),
В - с винтовой
канавкой (Тип В),
Г-с "пескобрей"
(Тип П),
Д - с
накатанной поверхностью,
Е - гумированный
резиновыми манжетами.
1-кордус, 2-резиновые
самоуплотняющегося типа кольца, 3 -
резиновые кольца набухающего типа
Поверхность
плунжера тщательно обрабатывают,
шлифуют и
полируют до
достижения шероховатости поверхности
не более Ра 0,25 МКМ.,
а затем
хромируют с толщиной слоя не менее 0,08
мм микротвердость покрытия - НУ 7,5 ...
11,0 та (750 ... 1100 кгс/мм2).
материалы
рекомендуемые для изготовления плунжеров
в зависимости от условий эксплуатации,
приведены в таблице 5.
Таблица 5-Матереалы рекомендуемые для изготовления плунжеров.
- |
.- - |
- - --- - - ~--_.- ---) |
---- --- -- |
- --- - ,.....,.--- --- |
|
Материал |
|
Условия эксплуатации |
-- |
||
Углеродистая сталь |
|
Некорродирующая нефть без |
|
||
|
абразивных компонентов |
|
|||
Закаленная углеродистая сталь или |
Некорродирующая нефть с малым |
|
|||
углеродистая сталь с |
|
|
|||
твердохромированным покрытием |
количеством абразива |
|
|||
Углеродистая сталь с твердосплавным |
Некорродирующая нефть с повышенным |
||||
покрытием |
|
|
содержанием абразивных компонентов |
||
Углеродистая сталь, |
|
Обводненная нефть с невысокой |
|
||
низколегированная сталь с |
|
коррозией соленой водой и абразивными |
|||
твердохромированным покрытием |
компонентами |
|
|||
Углеродистая или нержавеющая сталь, |
Обводненная нефть с повышенной |
|
|||
углеродистая сталь с |
|
коррозией соленой водой и абразивными |
|||
твердохромированным покрытием |
компонентами |
|
|||
Углеродистая или нержавеющая сталь, |
Сильно обводненная нефть с |
|
|||
углеродистая сталь с |
|
повышенной коррозией соленой водой, без |
|||
твердохромированным покрытием |
абразивных компонентов |
|
|||
Нержавеющая сталь с твердосплавным |
Преимущественно обводненная нефть, |
||||
для тяжелых условий коррозии соленой |
|||||
покрытием |
|
|
водой с COz и H2S, С высоким |
|
|
|
|
содержанием абразивных компонентов |
|
||
Нержавеющая сталь с глиноземистым |
Соленая вода с нефтью, для тяжелых |
||||
условий коррозии с соленой водой с СО2 И |
|||||
твердым покрытием |
|
12S, с высоким содержанием абразивных |
|||
|
|
|
|
компонентов |
|
Плунжер с уплотнительными манжетами, |
Смесь нефти и соленой води, |
|
|||
преимущественно абразивная, при очень |
|||||
улучшенная углеродистая сталь |
|
Низкой коррозии соленой водой |
|
||
Плунжер с уплотнительными манжетами |
Смесь нефти и соленой воды, |
|
|||
и опорными кольцами, нержавеющая |
преимущественно абразивная, с |
|
|||
сталь |
|
|
повышенной коррозией соленой водой |
|
|
Плунжер с пазами для установки |
Смесь нефти и соленой воды, |
|
|||
уплотнительных колец, улучшенная |
преимущественно абразивная, при низкой |
||||
углеродистая сталь |
|
коррозии соленой водой |
|
||
5.1КЛАПАНЫ НАСОСОВ.
5.1. Клапанные узлы.
пары
"седло-шарш<"
В скважинных
штанговых насосах используются шаровые
самодействующие клапаны с одним и двумя
шариками со ступенчатой и конусной, а
также цилиндрической формой седла.
Следует различать
два типа клапанов: - закрытого типа
- открытого тина.
Клапаны закрытого
типа не имеют боковых окон для прохода
жидкости; и обладают большими
гидравлическими сопротивлениями по
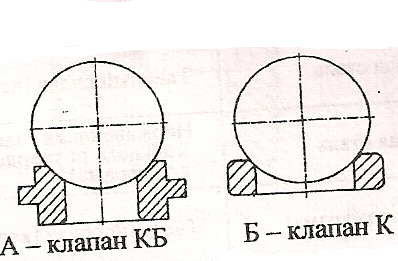
Клапанные узлы
по конструкции пары седло-шарик
изготавливаются следующих исполнений;
К - с цилиндрическим
седлом и шариком из нержавеющей стали;
КБ - с цилиндрическим
седлом с буртиком и шариком из нержавеющей
стали;
Оба исполнения
могут иметь нормальный и уменьшенный
диаметры
шара.
Допуск формы и
расположения поверхностей седел
КИ - с цилиндрическим седлом из твердого сплава и шариком из нержавеющей стали.
Шарики к седлам притирают попарно, в сборку они поступают в виде комплекта "шарик-седло".
Шарики изготавливают из стали марки 95Х18. Термообработка закалка с отпуском до твердости НRC 55-62. шероховатость поверхности шарика не более Ра 0,32 мкм.
Седла клапанов изготавливают с шероховатостью поверхности в местах прилегания шарика не более Ра 0,32 мкм из следующих материалов:
Из стали марки 38Х13, 95Х18, твердость 40-45.
из твердого сплава марки ВК6-В или BK15 или спеченного порошка марки КХН1.
Из стали марки ЗОХ13 или 95Х18 с кольцом из твердого сплава ВК6-В или ВК15 в месте контакта с шариком, для пары "седло-шарик" клапанов исполнения.
Допуск параллельности упорных поверхностей - не более 0,005 мм.
Допуск торцевого биения упорных поверхностей относительно оси внутренней поверхности не более 0,04мм.
На сборку клапанных узлов пара "седло-шарик" должны поступать попарно притертые. Притертые пары должны быть герметичными. Герметичность испытывается на вакуум приборе. Пара считается герметичной, если после скачка давления падение уровня жидкости в приборе не более 1О мм за 15 секунд.
В зависимости от характера откачиваемой среды детали клапанов изготовляют из различных материалов.
Приложение 2. Материалы деталей клапанов.
Материал шара |
Материал седла |
|
|
Нержавеющая закаленная сталь |
Нержавеющая закаленная сталь |
|
|
Нержавеющая закаленная сталь |
Спеченный металлопорошок |
|
|
Нержавеющая закаленная сталь |
Твердый сплав (карбид вольфрама) |
|
|
|
Нержавеюшая закаленная сталь с |
||
Нержавеющая закаленная сталь |
кольцом m твердого сплава (карбид |
||
вольфрама) |
|
|
|
Твердый сплав (карбид вольфрама) |
Твердый сплав (карбид вольфрама) |
|
|
|
Нержавеющая закаленная |
сталь |
с |
11еталлокерамика |
кольцом из твердого сплава (карбид |
||
вольфрама). |
|
|
|
Стеллит (сплав кобальта, никеля и |
Стеллит (сплав кобальта, никеля и |
|
|
хрома) |
хрома) |
|
|
6. КОНСТРУКЩ1И ЗАМКОВЫХ ОПОР.
6.1.1. Конструкция замковых опор для НВ.
Замковаяая опора (якорь) вставных насосов вместе с уплотнением насоса должна обеспечивать герметичное закрепление насоса в опорной муфте колонны НКТ на заданной глубине скважины.
Вставные насосы с неподвижным цилиндром могут иметь в зависимости от исполнения замковые опоры в верхней или в нижней части насоса. Насосы с подвижным цилиндром могут иметь замковые опоры только в нижней части насоса.
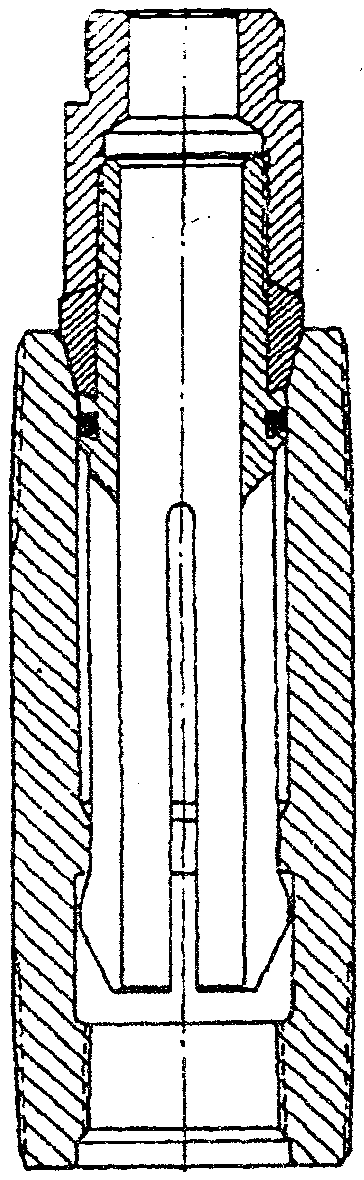
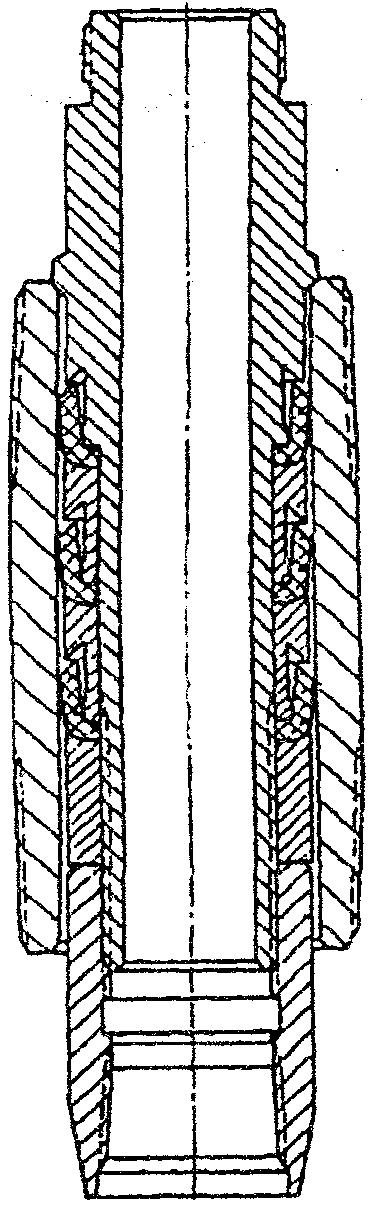
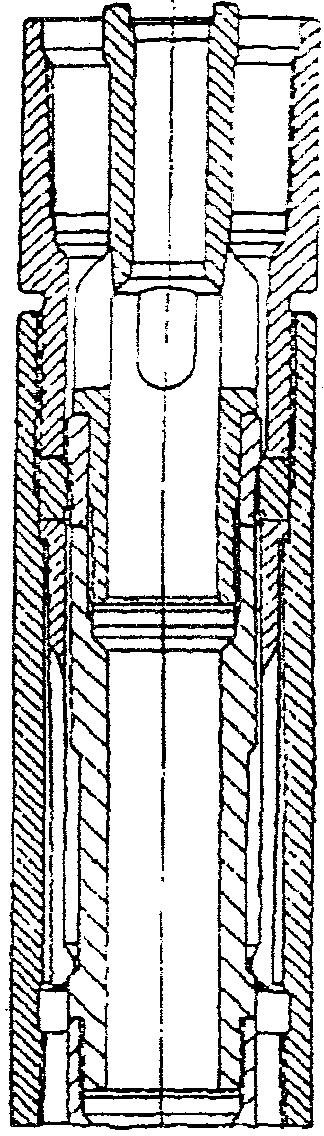 а-
исполнение 31. б- исполнение 32. в-
гидравлический замок.
а-
исполнение 31. б- исполнение 32. в-
гидравлический замок.
Замковая опора может иметь механический или гидравлический якорь, который должен предотвращать срыв насоса под действием усилий трения, возникающих между цилиндром и движущимся вверх плунжером.
Механический якорь должен обеспечивать фиксацию и уплотнение вставного насоса за счет силового воздействия и геометрического замыкания.
Механический якорь опоры типа 31 располагается в верхней части вставного насоса и состоит из фиксирующего и уплотнительного устройства (рисунок 16, а). Фиксирующее устройство имеет цанговую пружину и ответную деталь - упорный ниппель. Уплотнительное устройство состоит из седла и уплотнительного кольца, сопряжение между которыми происходит по конической поверхности.
Допускается исполнение уплотнительного устройства с дополнительным
уплотнительным неметаллическим кольцом, расположенным в
цилиндрической расточке опорной муфты.
Механический якорь замковой опоры типа 32 (рисунок 16, б) расположен в нижней части вставного насоса и имеет конструкцию, аналогичную опоре 31.
Гидравлические замки опор 31 и 32 (рисунок 16, в) состоят из посадочной оправки, несущей на· себе посадочные манжеты и опорные кольца, и стакана, являющегося частью опорной муфты колонны НКТ.