

Практическое занятие № 2 Методы установки деталей и установочные элементы приспособлений
Для установки заготовок используют различной конструкции установочные элементы, которые жестко закрепляют в корпусе оснастки. Часто используют дополнительные опоры, которые вводятся не для целей базирования заготовок, а для повышения устойчивости и жесткости заготовок и противодействия силам резания. Положение заготовки при обработке характеризуется шестью степенями свободы.
При установке обрабатываемых деталей в приспособление должно соблюдаться правило шести точек. Оно позволяет правильно решить вопрос о выборе установочных баз. При выборе установочных элементов пользуются источниками [1, 3], ГОСТ (прилож. 6, 7) и лишь при необходимости применяют специальные детали. Расчет величины погрешности базирования при установке заготовок в неподвижные призмы производят по формулам, приведенным в [2, 7] и в табл. 2.1
Таблица 2.1
Формулы для расчета
Условия задания основного размера |
Формула для расчета погрешности |
Формула для расчета погрешности при = 90 |
От верхней образующей |
|
|
От нижней образующей |
|
|
От центра детали |
|
|

Примечание:
![]() – допуск базовой поверхности, мм;
– угол призмы, град.
– допуск базовой поверхности, мм;
– угол призмы, град.
Расчет погрешности
базирования при установке заготовок
по двум отверстиям позволяет установить
величину наибольшего угла смещения
перекоса:
![]() ,
(6)
,
(6)
где – наибольший возможный угол поворота заготовки в градусах вследствие наличия зазоров между базовыми отверстиями и установочными пальцами;
![]() и
и
![]() – наибольший зазор в посадке отверстия
и пальца соответственно в каждом из
двух соединений, мм.
– наибольший зазор в посадке отверстия
и пальца соответственно в каждом из
двух соединений, мм.
![]() ,
(7)
,
(7)
где
![]() – наибольший предельный размер отверстия
заготовки, мм;
– наибольший предельный размер отверстия
заготовки, мм;
![]() – наименьший предельный размер пальца,
мм; L
– расстояние между центрами отверстий,
мм.
– наименьший предельный размер пальца,
мм; L
– расстояние между центрами отверстий,
мм.
Задача 2.1
Разработать рациональную схему установки заготовки на указанном станке при выполнении заданной обработки (рис. 3), выбрать установочные базы и установочные элементы, проверить выполнение правила о шести точках опоры (табл. 2.2), указать тип установочного элемента.
Таблица 2.2
Варианты заданий
№ варианта |
№ рисунка |
Содержание операции |
1, 6 2, 7 3, 8 4, 9 5, 10 |
3 а 3 б 3 в 3 г 3 д |
Фрезерование наклонного паза Сверление отверстия Фрезерование проушины Сверление наклонного отверстия Расточка ступенчатого отверстия на токарном станке |
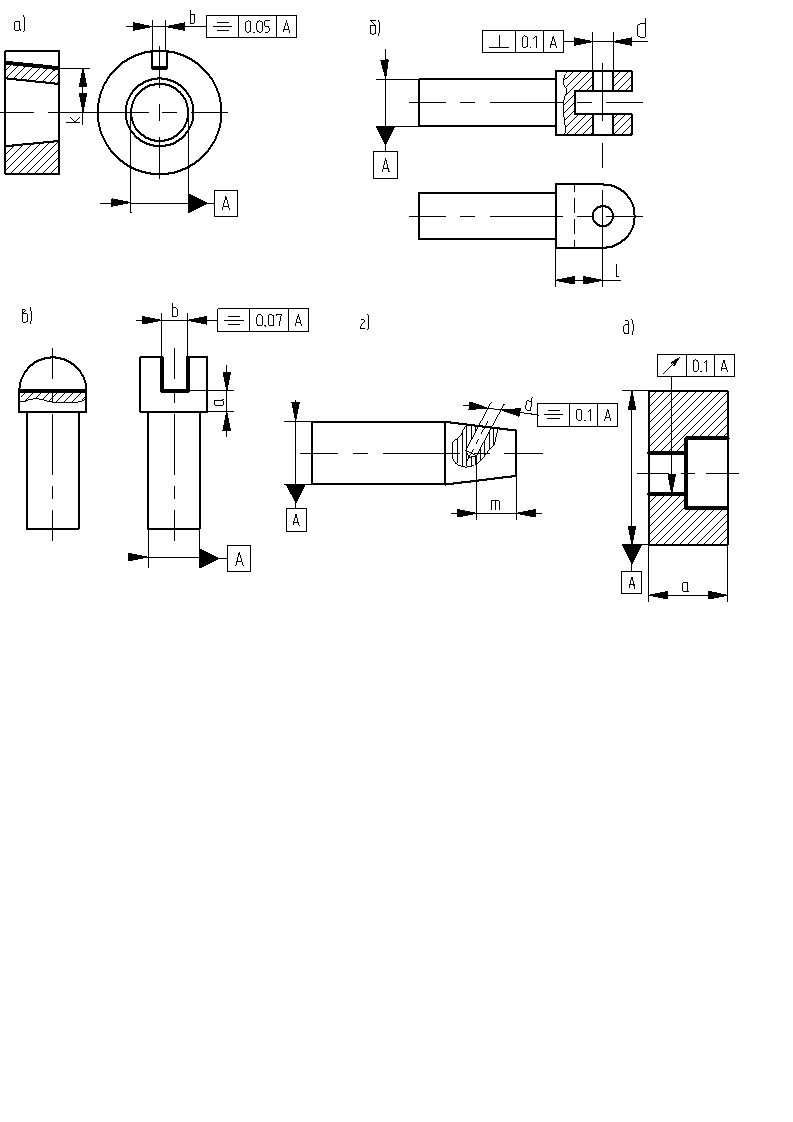
Рис. 3. Эскизы для выбора рациональной схемы установки
Задача 2.2
Определить
погрешность установки на неподвижную
призму с углом
= 90
при выполнении заданной операции, если
нужно выдержать размеры
![]() или
или
![]() Диаметр базовой поверхности – D,
мм (рис. 4 и табл. 2.3).
Диаметр базовой поверхности – D,
мм (рис. 4 и табл. 2.3).
Пример выполнения задачи 2.2
Исходные данные:
определить погрешность установки
гладкого вала на неподвижную призму с
углом
= 90
при фрезеровании паза, если нужно
выдержать размер
![]() мм, заданный от нижней образующей.
Диаметр базовой поверхности
мм, заданный от нижней образующей.
Диаметр базовой поверхности
![]() .
.
Таблица 2.3
Варианты заданий
№ варианта |
Содержание операции |
№ рисун-ка |
Исходный размер с допусками h, мм |
Диаметр базовой поверхности с допуском D, мм |
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. |
Сверление отверстия Сверление отверстия Фрезерование паза в торце детали Фрезерование паза в торце детали Фрезерование шпоночного паза Фрезерование шпоночного паза Фрезерование лыски Фрезерование лыски Фрезерование шпоночного паза Фрезерование шпоночного паза |
4 а 4 а 4 б 4 б 4 в 4 в 4 г 4 г 4 д 4 д |
30 ± 0,2 10 ± 0,05 20 ± 0,1 17 ± 0,2 6,7H10 11,7H10 18H8 35H12 63H11 110H11 |
165e9 120h8 140js6 160h9 40a10 50h6 140h6 150h9 70e9 120h9 |
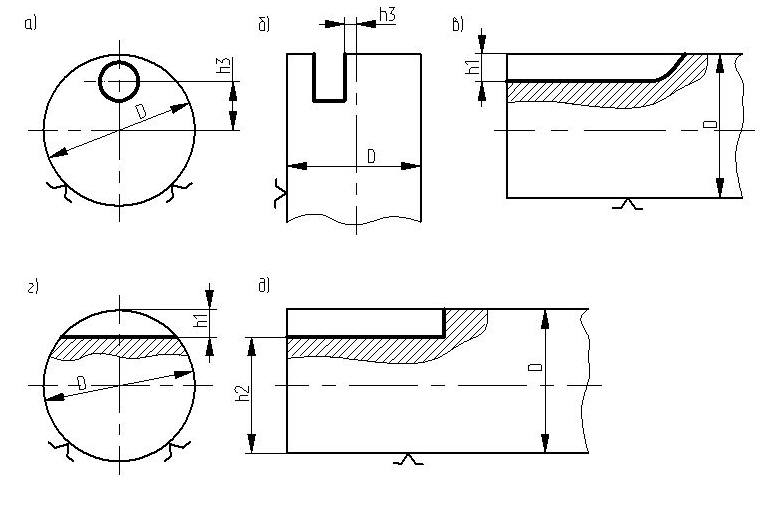
Рис. 4. Схемы для определения погрешности установки
Решение:
Для заданного
случая используется формула:
![]()
=
0,12 – 0,04 = 0,08 мм,
![]() мм.
мм.
Погрешность
установки 0,016 мм составляет незначительную
величину от допуска исходного размера,
т. е.
![]()
,
что не может вызвать затруднения при
обработке.
,
что не может вызвать затруднения при
обработке.
Задача 2.3
Определить наибольшую угловую погрешность при установке обработанной детали по двум отверстиям, выполненным с указанной точностью и находящимся друг от друга на указанных расстояниях (рис. 5 и табл. 2.4). Установка производится на два установочных пальца (см. ГОСТ 12209-66 и 12210-66), имеющих указанные точности и посадки.
Таблица 2.4
Варианты заданий
№ варианта |
Диаметры базовых отверстий, мм |
Основные размеры между осями базовых поверхностей детали, мм |
Диаметры установочных пальцев D1 и D2, мм |
||||
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. |
I
10H9 70H9 6H9 20H7 15H7 100H7 8H9 75H9 8H7 50H9 |
II
10H9 10H7 6H9 70H9 15H7 15H7 8H7 12H9 8H7 12H9 |
a
200 220 --- --- 350 200 --- --- 120 150 |
b
150 150 --- --- 300 270 --- --- 120 150 |
L
--- --- 180 245 --- --- 250 150 --- --- |
I
10e9 70e9 6e9 20g6 15g6 100g6 8e9 75e9 8e9 50e9 |
II
10e9 10g6 6e6 70g6 15g6 15e9 8e9 12e9 8e9 12e9 |
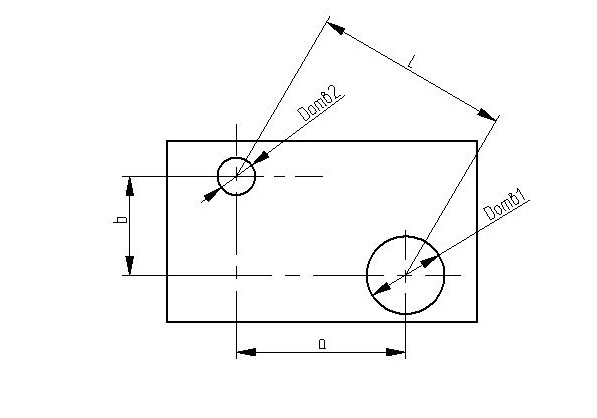
Рис. 5. Схема для определения угловой погрешности
Пример выполнения задачи 2.3
Исходные данные:
определить наибольшую угловую погрешность
при установке обрабатываемой детали
по двум отверстиям, если за установочные
базы приняты два отверстия диаметрами
![]() ;
;
![]() Установка производится на два установочных
постоянных пальца: цилиндрический и
срезанный с соответствующими посадочными
диаметрами – 50е9 и 12е9.
Установка производится на два установочных
постоянных пальца: цилиндрический и
срезанный с соответствующими посадочными
диаметрами – 50е9 и 12е9.
Решение:
Определяем
наибольший зазор в соединении отверстия
![]()
![]() с пальцем
с пальцем ![]() :
:
![]() =
12,035 – 11,930 = 0,105 мм.
=
12,035 – 11,930 = 0,105 мм.
Вычисляем наибольший
зазор в соединении отверстия
![]() с пальцем
с пальцем ![]() :
:
![]() =
50,05 – 49,9 = 0,15 мм.
=
50,05 – 49,9 = 0,15 мм.
Рассчитываем межцентровое расстояние между отверстиями:
![]() мм.
мм.
Находим наибольшее угловое смещение:
![]()
Определяем возможный перекос и наибольшую угловую погрешность (мин): возможный перекос 0,13 мм на длине 100 мм; угловая погрешность = 4.