

6.1.3 Направление течения металла в местах контакта заготовки с инструментами при перемещении пуансона на 75% представлено на рисунке 7:
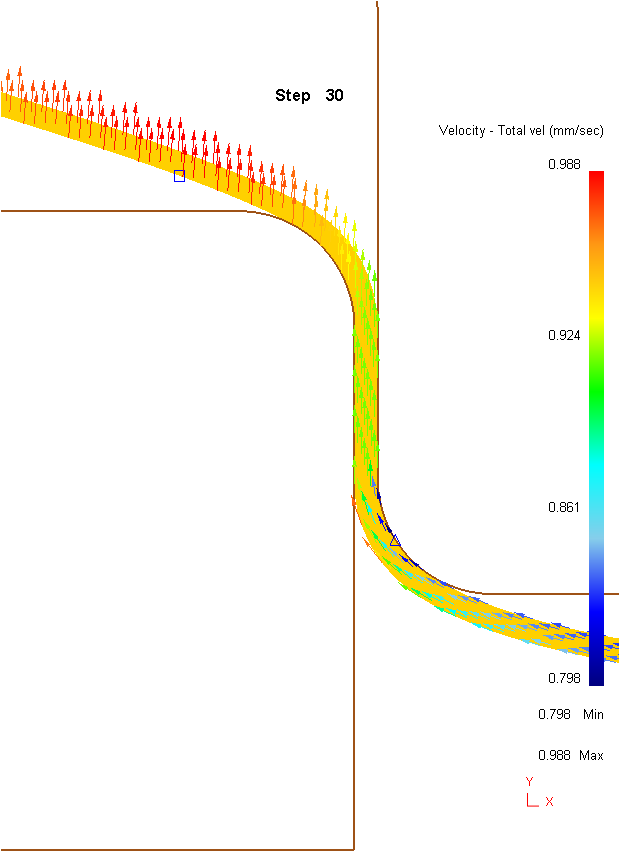
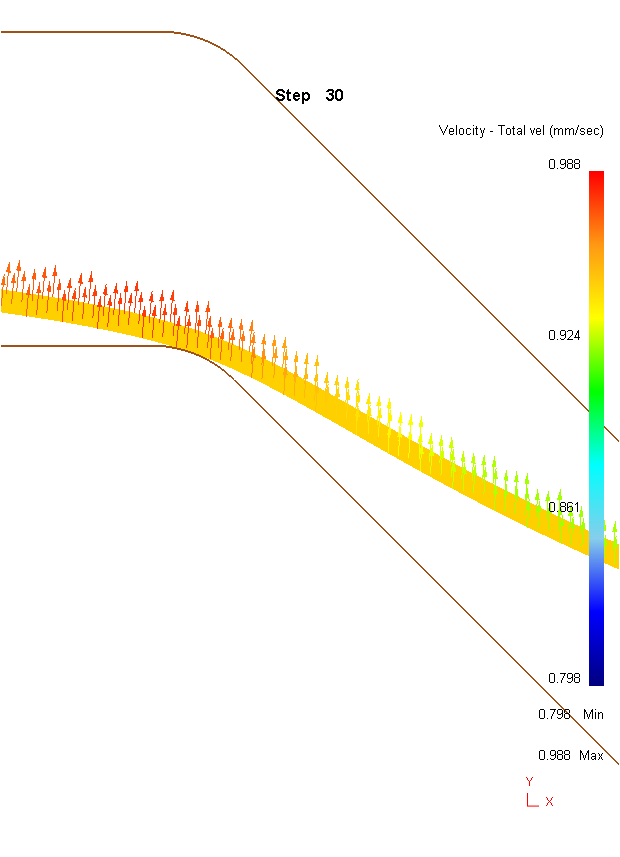
а) б)
Рисунок 7. Направление течения металла в месте контакта заготовки с поясом матрицы (а) и с пуансоном (б).
6.1.4 Направление течения металла в местах контакта заготовки с инструментами при перемещении пуансона на 98% (или на предпоследнем шагу, т.к. на последнем течение металла отсутствует) представлено на рисунке 8:
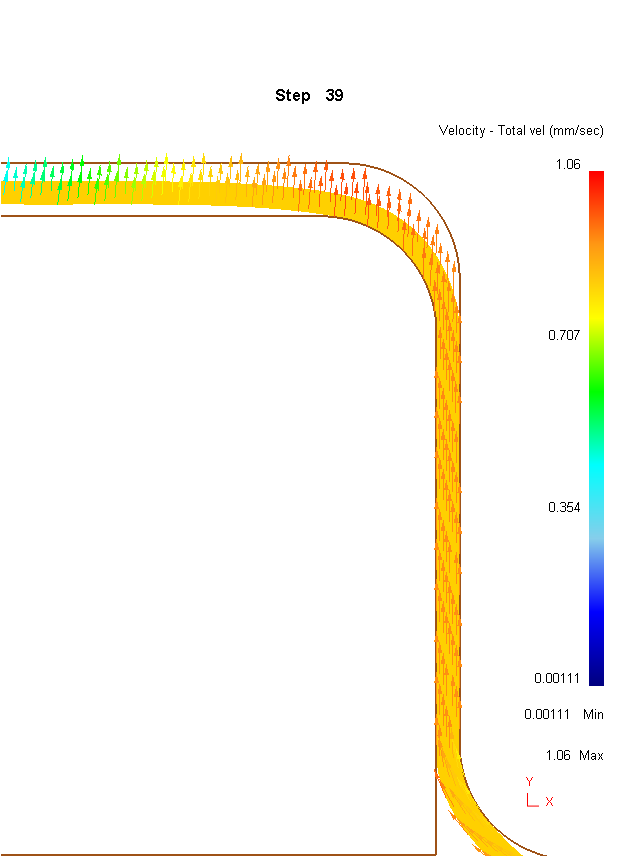
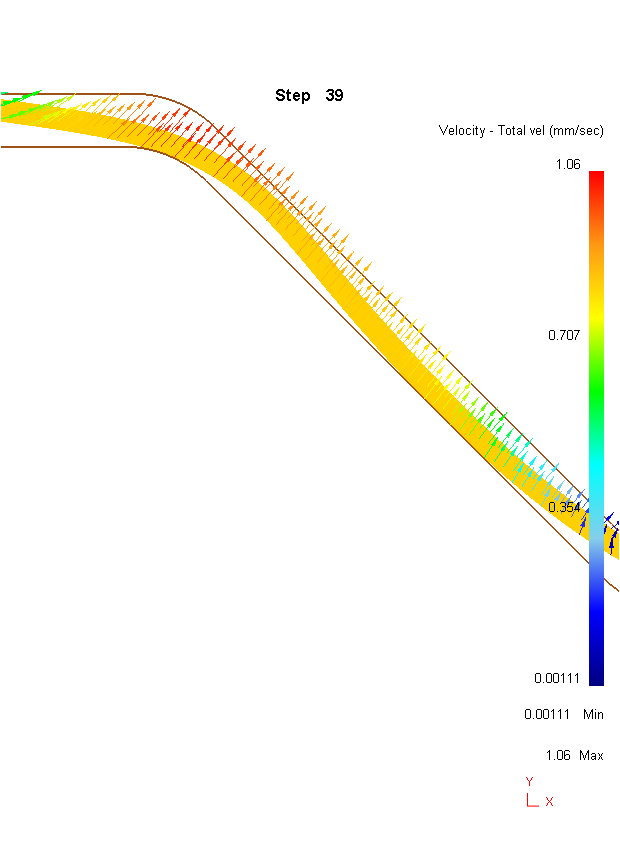
а) б)
Рисунок 8. Направление течения металла в месте контакта заготовки с поясом матрицы (а) и с пуансоном (б).
6.2. Анализ распределения накопленной пластической деформации металла в изделии
Описание распределения накопленной пластической деформации в объёме заготовки наглядно отображается в виде графического изображения, созданного с помощью программного комплекса DEFORM 3D. Цвет области характеризует величину пластической деформации. Распределение накопленной пластической деформации для окончания рабочего хода штампа приведены на рисунке 9.
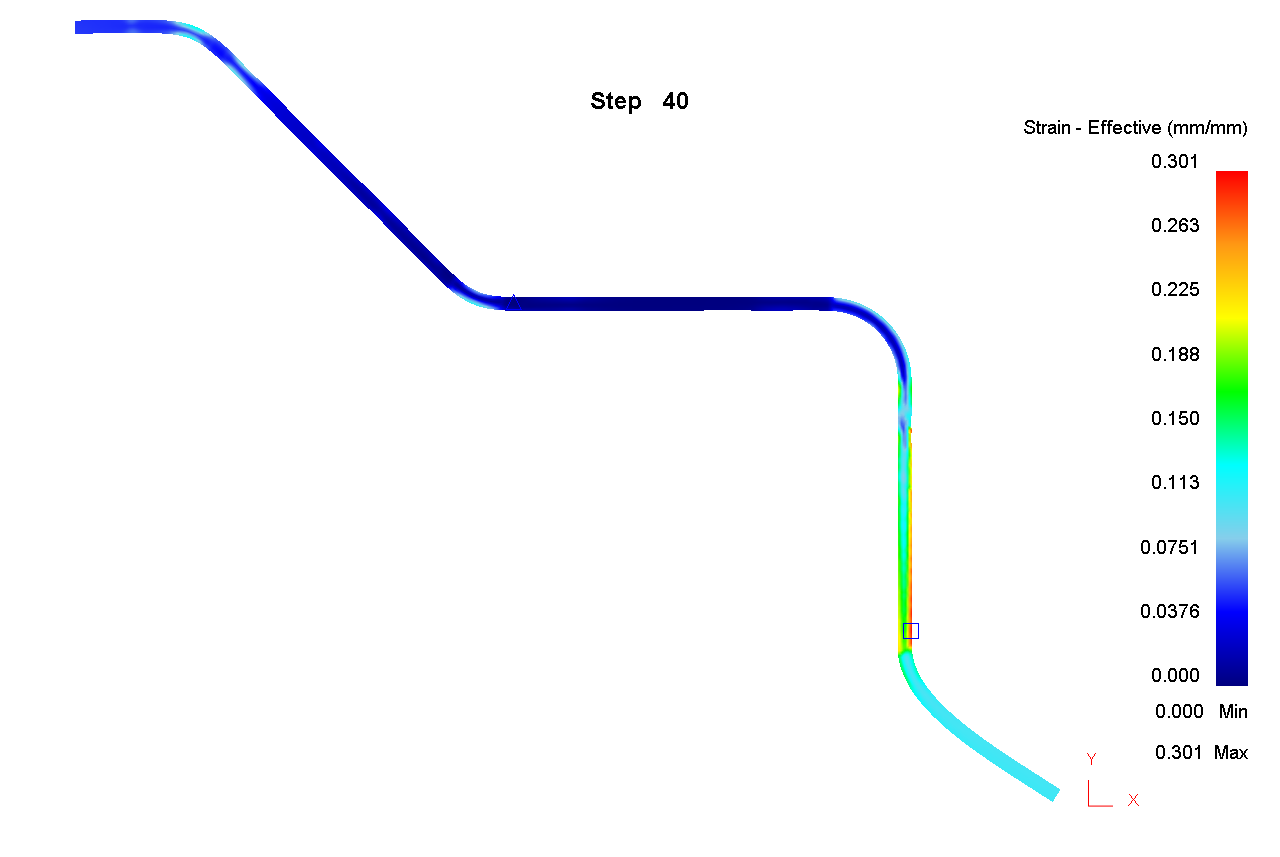
Рисунок 9. Распределение деформации в заготовке,
коэффициент трения μ = 0.3
Из рисунка 9 видно, что деформация накапливается в местах максимального трения, изгибов и округлений.
Минимальная величина накопленной деформации εimin=0,007, наблюдается в центре обечайки.
Максимальная величина накопленной деформации εimax=0,301, наблюдается по краям обечайки.
6.3. Анализ распределения показателя поврежденности в изделии (модель Cockroft&Latham)
Распределение показателя поврежденности для момента окончания
операции выдавливания приведено на рисунке 10.
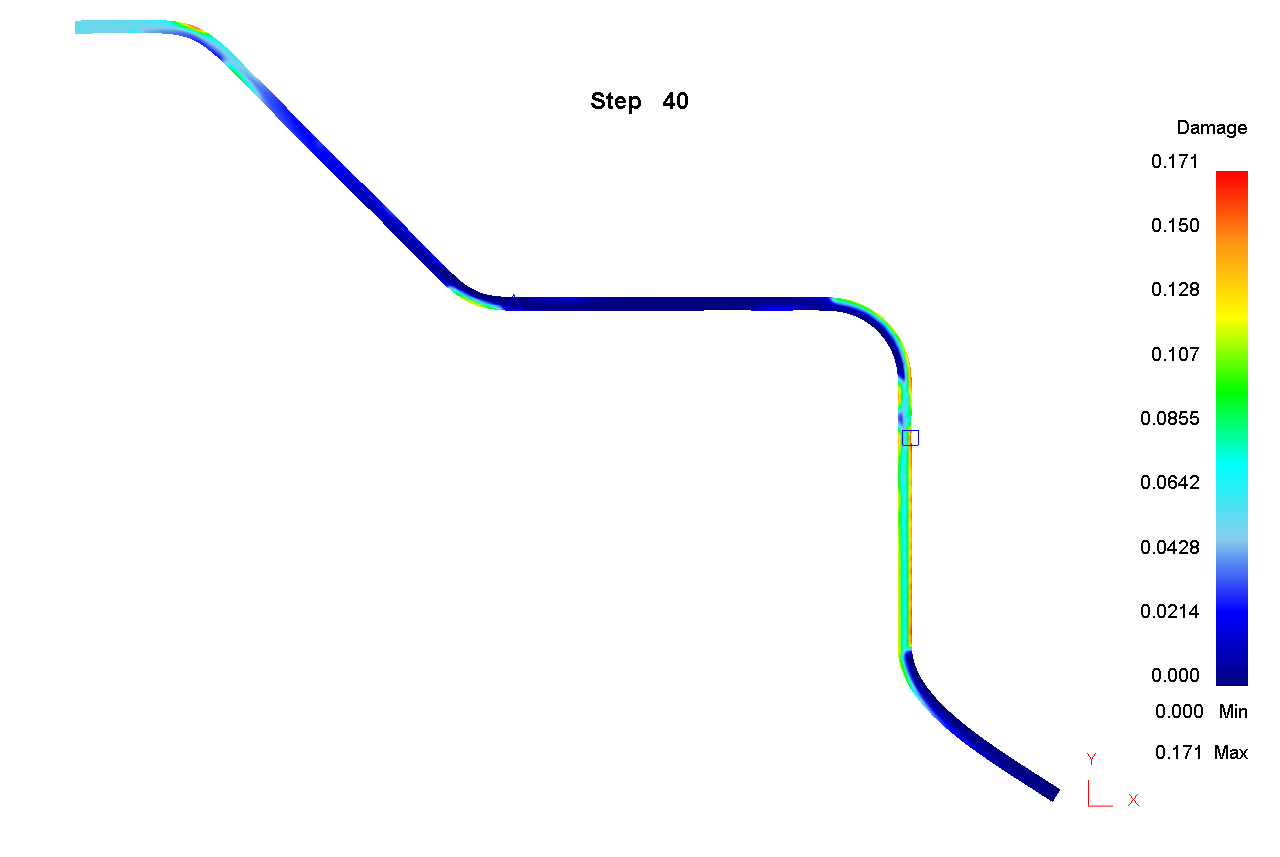
Рисунок 10. Распределение коэффициента поврежденности в поковке,
коэффициент трения μ = 0.3
Максимальная поврежденность равна 0,171, минимальная поврежденность равна 0,00272. Максимальная поврежденность не превышает критического значения 0,6, а значит опасность разрыва отсутствует.
Максимальное значение показателя поврежденности металла, наблюдается по краю обечайки и указано квадратом.
6.4. Анализ графика технологических нагрузок
График технологических нагрузок приведен на рисунке 11.
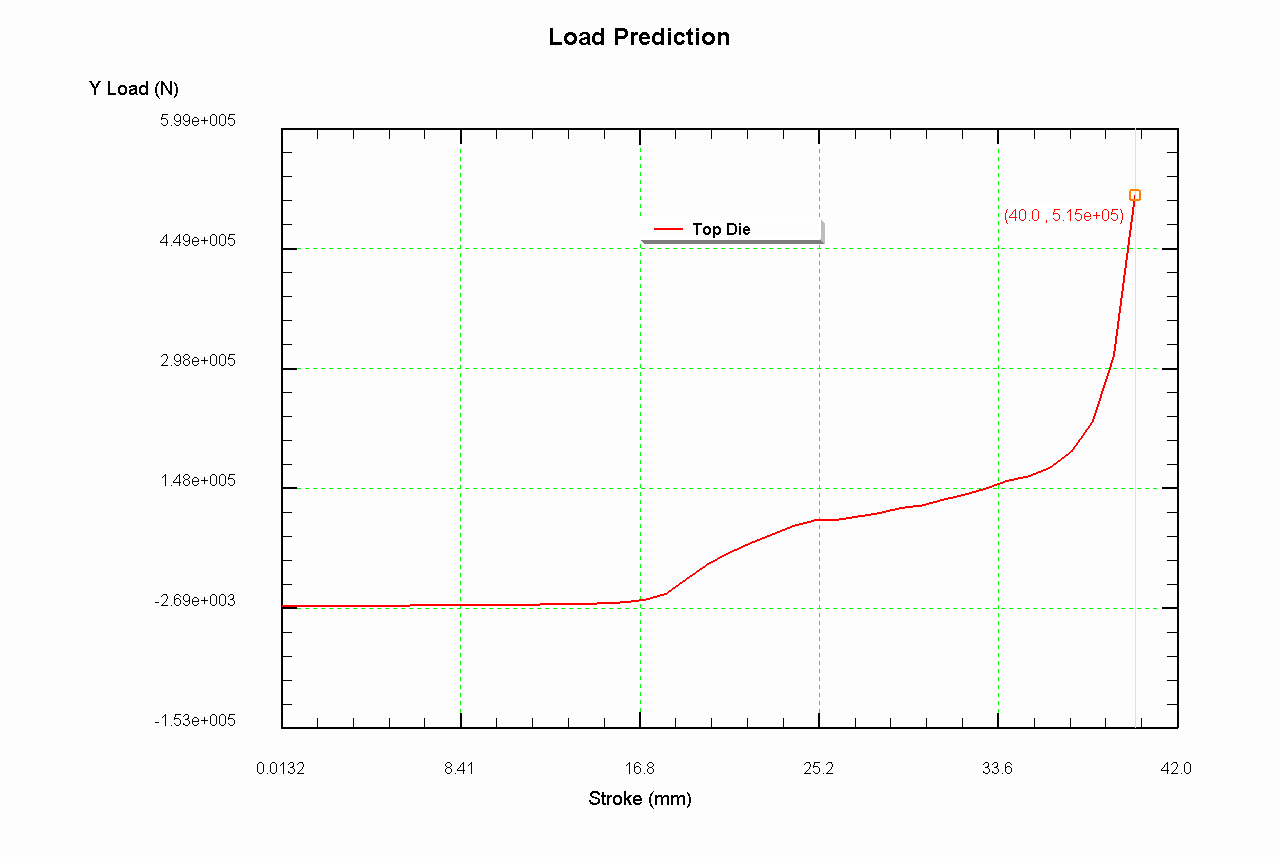
Рисунок 11. График технологических нагрузок.
Из рисунка 11 видно, что сила деформирования на операции выдавливания растет в течение всего процесса моделирования. Сила деформирования достигает максимума в конце рабочего хода ползуна пресса.
Сначала сила деформирования линейно возрастает до 18 шага, пуансон переместился на 18 мм, затем начинается вытяжка и сила постепенно возрастает. Сила деформирования достигает максимума в конце рабочего хода ползуна пресса и составила 515 кН .
Заключение
По полученным в данной работе результатам можно сделать следующие выводы:
1. Сила деформирования на операции вытяжка, растет в течение всего процесса деформирования. Сила деформирования достигает максимума в конце рабочего хода ползуна пресса. На основе графика технологических нагрузок и графика допустимых нагрузок можно правильно подобрать технологическое оборудование.
2. Максимальная поврежденность равна 0,171, минимальная поврежденность равна 0,00272. Максимальная поврежденность не превышает критического значения 0,6, а значит опасность разрыва отсутствует.
3. Сила деформирования линейно возрастает до 18 шага, пуансон переместился на 18 мм, затем начинается вытяжка и сила постепенно возрастает. Сила деформирования достигает максимума в конце рабочего хода ползуна пресса и составила 515 кН .
4. Из рисунка 9 видно, что деформация накапливается в местах максимального трения, изгибов и округлений.