

Задачи:
Исследовать распределение контактных напряжений по поверхности, поврежденность пластически деформируемой заготовки путем постановки и решения краевой задачи пластичности методом конечных элементов с использованием программы DEFORM 2D, исследовать силу деформирования.
Введение
Деформирование заготовок сопровождается наличием определенного напряженно – деформированного состояния (НДС), оценить которое можно с помощью аналитических методов (посредством формул). Однако такой подход трудоемок и дает результаты невысокой точности из-за наличия в реальном процессе большого количества не учитываемых факторов.
Разработанная математическая модель процесса операции вытяжка более плотно отражает изменение НДС, а также дает возможность построить график изменения силы деформирования. Данная модель предоставляет возможность просмотра отдельных результатов в графическом режиме, что улучшает их восприятие. Имеется также возможность наблюдать распределение температурного поля, напряжений и деформаций по сечению заготовки в различные моменты времени.
Все это дает возможность наиболее точно представить реальные процессы, происходящие в металле при его деформировании методами обработки металлов давлением (ОМД), и использовать это при выборе оборудования и при проектировании деформирующего инструмента.
В данной курсовой работе рассмотрен вопрос технологии изготовления детали «Обечайка».
1. Описание геометрической формы заготовки
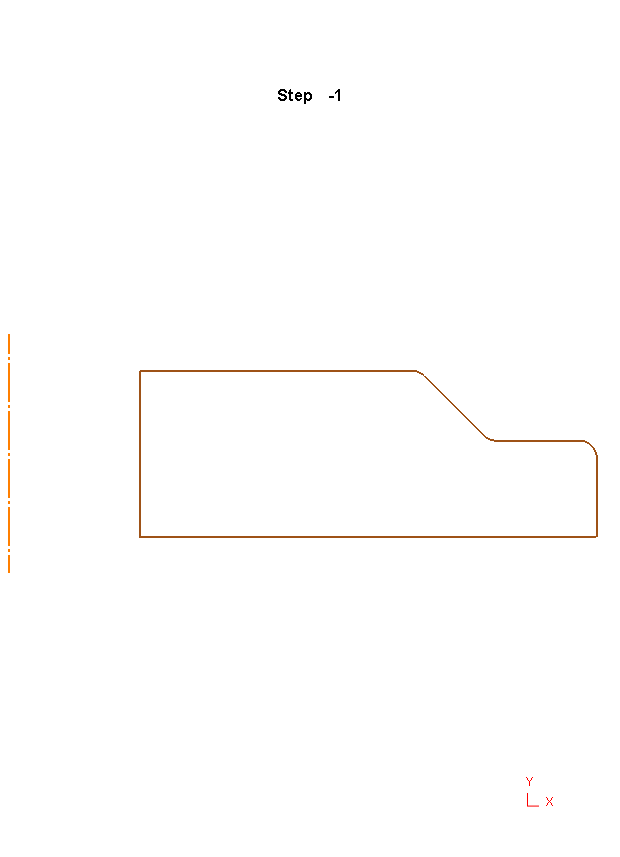
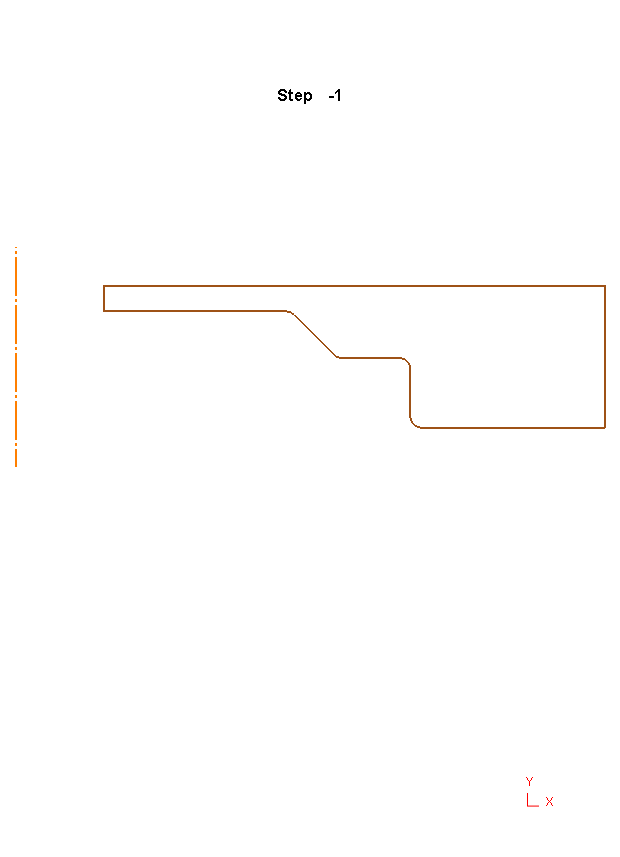
Исходная заготовка имеет вид представленный на рис.1 и 2.
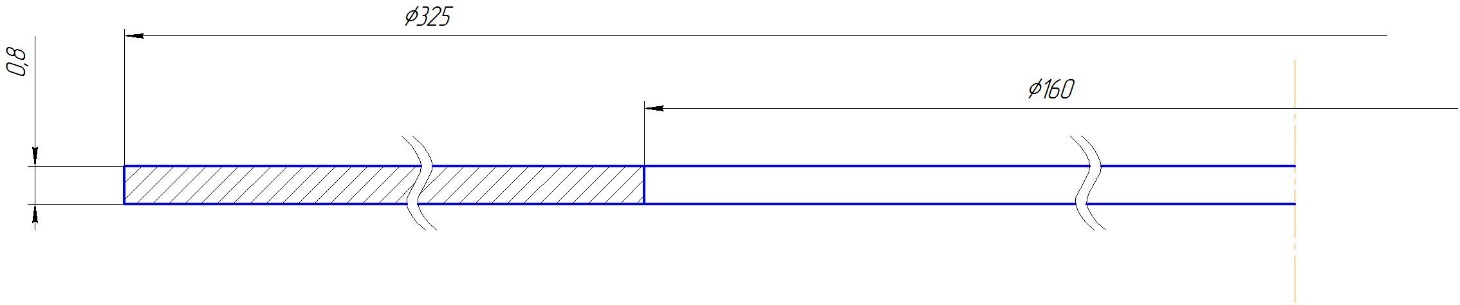
Рисунок 1. Эскиз исходной заготовки
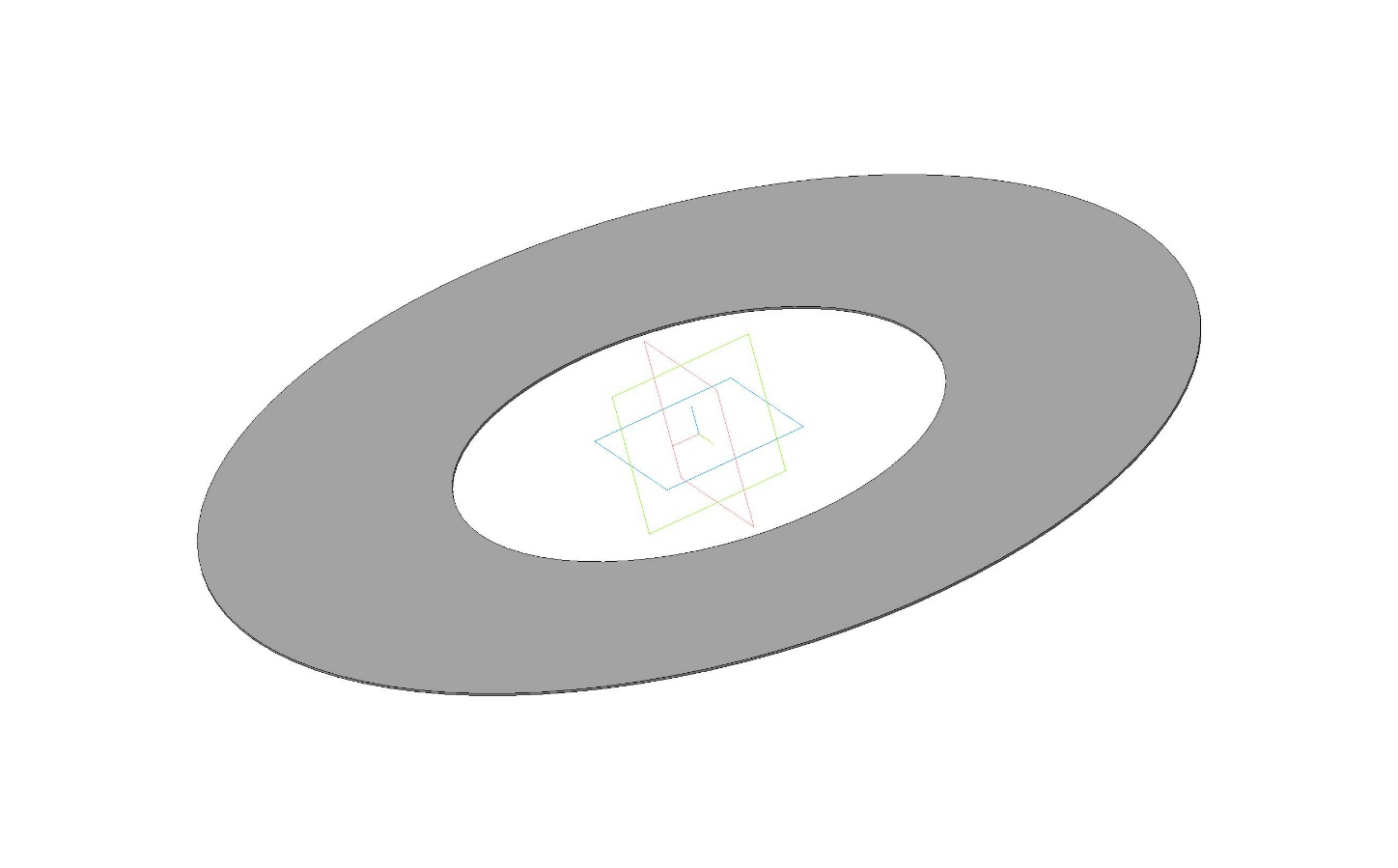
Рисунок 2. Трехмерная модель исходной заготовки
Материал заготовки — ХН78Т ГОСТ 24982-81
2. Схема и описание операции технологии вытяжки
Вытяжка — образование полой заготовки или изделия из плоской или полой исходной заготовки.
Схема операции штамповки приведена на рисунке 3.
3
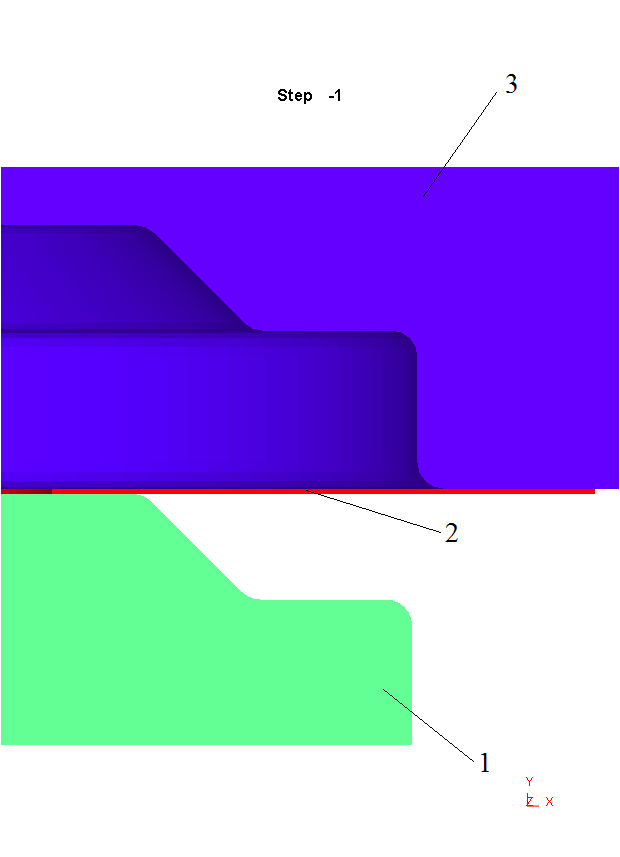
1 – пуансон, 2 – заготовка, 3 – матрица
Рисунок 3. Схема операции
Рабочий ход пуансона равен 40 мм
3. Описание геометрической формы инструмента
Описание геометрической формы инструмента выполняют путем представления инструмента в виде двумерной модели. Двумерные модели инструментов составлена в среде КОМПАС-3D V14, сгенерирована в сплайн сетку по стандарту IGES, и представлены на рисунке 4.
а) б)
а) пуансон; б) матрица.
Рисунок 4. Двумерные модели для операции вытяжки:
4. Формирование базы данных для моделирования в Deform 3d
Открываем Deform 3D, создаем новую задачу Extrusion#2D.
Запускаем Pre Processor.
Работа с заготовкой:
- выделяем в дереве Deform Simulation Workpiece «Геометрия». Импортируем заготовку в формате Stl, которая предварительно моделировалась в Компас 3D;
- выбираем вкладку «Общие», тип объекта — Plastic.
T=20̊C, материал — AISI-304[20-1100C] ;
- вкладка «Сетка» - коэффициент отношения 1, вводим 5000 элементов, генерируем сетку; элементов — 5026,
- вкладка «свойства» : Target volume — Active in FEM + meshing
Работа с пуансоном:
- выделяем Top Die. Импортируем пуансон в формате IGES, который предварительно моделировался в Компас 3D;
- вкладка «Общие»: тип объекта — Rigid; главный инструмент,
- вкладка «движение»: задаем движение — скорость – 1mm/sec;
Работа с матрицей:
- выделяем Bottom Die. Импортируем матрицу в формате IGES, которая предварительно моделировалась в Компас 3D;
- вкладка «Общие»: тип объекта — Rigid;
Позиционирование объектов:
- Object positioning — Drag, ось Z, сдвигаем матрицу и пуансон до необходимого расстояния; Interference, ось +Z — Apply —Ok.
Заходим в Simulation controls:
- выбираем режим деформирование;
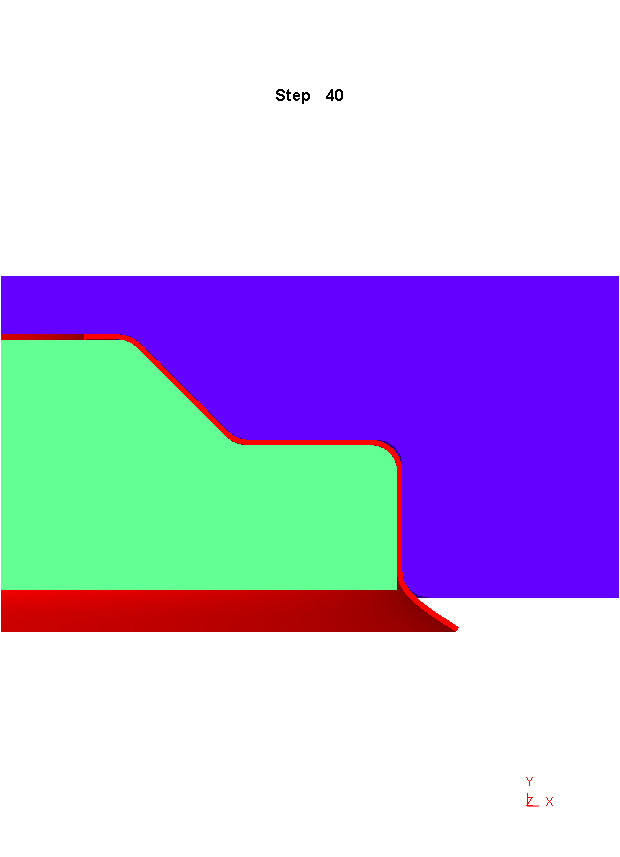
- выбираем перемещение – шаг 1 мм/шаг, задаем число шагов, равное 40, учитывающих полную вытяжку заготовки — Ok.
Взаимодействие объектов:
- заходим в Inter-Object — изменить:
- «Top Die-Workpiece», коэффициент трения 0,12.
- «Bottom Die-Workpiece», коэффициент трения 0,12.
Генерация базы данных: выбираем созданную базу данных; нажимаем «проверить», затем «сгенерировать».
Выходим из Pre Processor.
В разделе «Simulation» нажимаем Start.