

2.3 Изготовление печатных форм.
2.3.1 Выбор основного оборудования.
Выбор контактно-копировальной рамы
П
Рис. 2.
Принципиальная схема изготовления
монометаллической формы плоской
офсетной печати:
А – формная
пластина
(1 – основа, 2 – КС);
Б –
фотоформа;
В – экспонирование формной
пластины через фотоформу (1 – основа;
2
– КС; 3 – пробельный элемент; 4 –
печатающий элемент).
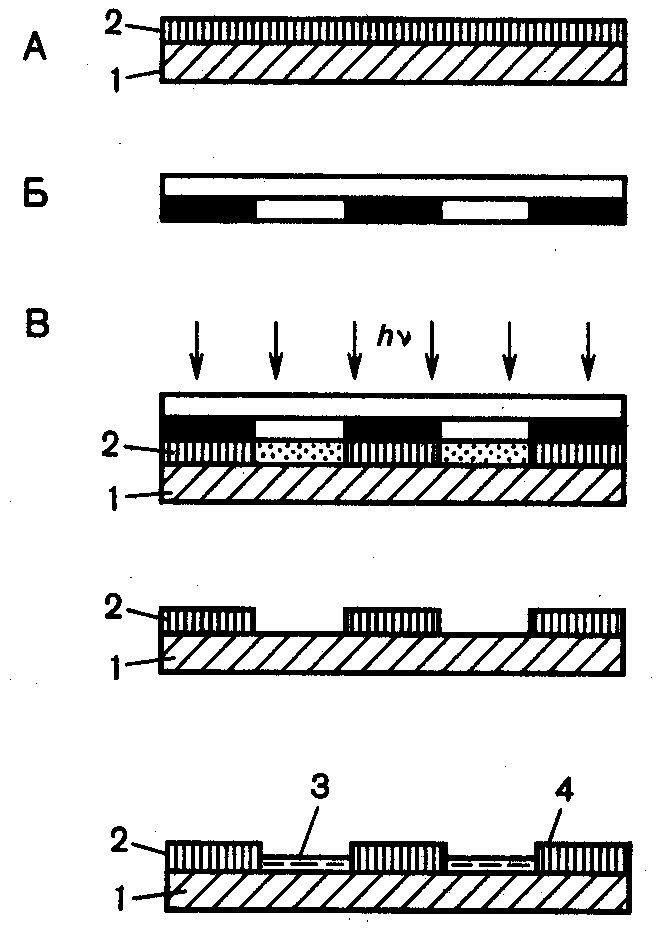
- экспонирование через диапозитив, в результате чего проходящий через прозрачные участки свет вызывает фотохимическое разложение диазосоединения только на будущих пробельных элементах формы по всей толщине КС;
- проявление копии;
- промывка проявленной копии водой для остановки процесса проявления;
- сушка;
- нанесение защитного слоя (гумми-рование) – данная стадия необходима для защиты поверхности печатной формы от загрязнения, окисления и повреждения при хранении и установки ее в печатную машину. В качестве защитного слоя используется растворимый в воде полимер (крахмал или декстрин).
Важную роль при экспонировании играет применяемое копировальное оборудование, к которому предъявляются определенные требования.
Во-первых, длина волны излучения источника света в копировальной раме должна соответствовать спектральной чувствительности копировального слоя. Для слоя на основе ОНХД пригодны рамы с металлогалогеновыми лампами с излучением в УФ-зоне спектра (400—420 нм). В соответствии с требованиями технологических инструкций освещенность в копировальной раме должна быть не менее 10 тыс. лк,
Во-вторых, нельзя, чтобы снижение освещенности от центра к краям рамы превышало 20% (это особенно актуально при экспонировании пластин большого формата). В противном случае края пластины окажутся недоэкспонированными. Расстояние от источника света до пластины должно быть не менее диагонали пластины.
В-третьих, необходимо, чтобы вакуумная система копировальной рамы обеспечивала плотный контакт диапозитива с копировальным слоем пластины. Если между диапозитивом и формной пластиной останутся пузыри воздуха, они приведут к непрокопировке изображения, результатом чего на форме будут белые пятна.
Экспонирование в копировальной раме.
Перед началом работы необходимо тщательно подготовить стекло копировальной рамы, очистить его от загрязнения с помощью GLASS CLEANER (VARN). Пластину помещают в копировальную раму и размещают на ней монтаж фотоформ эмульсионным слоем к копировальному слою пластины. Совмещение пластины и монтажа осуществляется с помощью штифтов. За обрезным полем устанавливают контрольную шкалу копировального процесса UGRA.
Перед началом экспонирования необходимо достижение полного контакта между монтажом диапозитивов и поверхностью пластины, который достигается за счет двухступенчатого набора вакуума. Время экспонирования зависит от мощности источника освещения и его расстояния до поверхности пластины и определяется опытным путем.
Импортные копировальные рамы обычно имеют двухступенчатую систему вакуумирования, которая позволяет регулировать время вакуумирования первой и второй ступени. В этом случае режимы необходимо задавать так, чтобы максимальный вакуум достигался только на второй ступени.
При позитивном копировании неровности, имеющиеся по контуру обрезки, и мелкие загрязнения (частички пыли) удаляются посредством рассеивающих свет матовых пленок, размещаемых со стороны основы фотоформы. При этом нужно учитывать, что экспонирование с рассеивающей пленкой может привести к потере мелких точек в высоких светах изображения, поэтому его время не должно превышать 30% для пластин MATRIX от общего времени экспонирования.
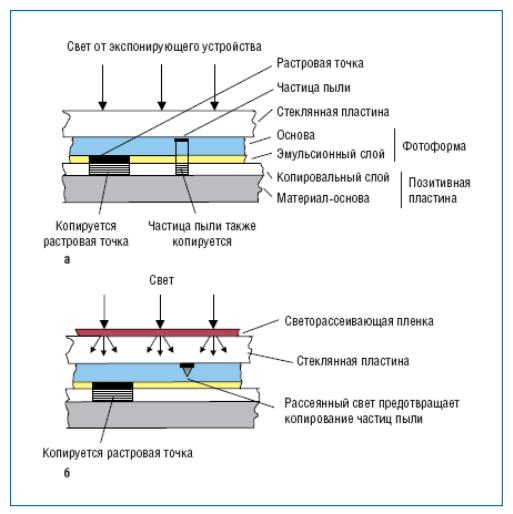
Рис. 3. Экспонирование частиц пыли в процессе записи на формные пластины: а) копирование без матовой пленки; б) копирование с матовой пленкой, предупреждающей запись пылинок
Типовая рама состоит из следующих модулей:
1.источник света, который может располагаться над поверхностью экспонирования или (при использовании поворотного одно- или двустороннего стола) снизу;
2. вакуумная система, включающая в себя вакуумный насос, систему шлангов, вакуумметр, устройство регулирования разрежения.
3. собственно рама, в которую помещают экспонируемые материалы;
4. интегратор светового потока с датчиком для измерения освещенности;
5. панель управления с устройством программирования.
Копировальное оборудование должно удовлетворять следующим требованиям:
- обеспечение надежности контакта между фотоформой и формной пластиной;
- обеспечение удобства установки и выемки фотоформы и формной пластины;
- обеспечение равномерности освещения и высокой интенсивности светового потока по всей площади изображения.
Источником излучения в копировальных рамах служат МН-лампы, которые отличаются по трем характеристикам:
- по спектральному составу излучения подразделяются на МН-лампы с преимущественным излучением в сине-фиолетовой области спектра (mах = 400-410 нм) или Ga-лампы и с преимущественным излучением в ближней УФ-области спектра (mах = 370-380 нм) или Fe-лампы;
- по мощности излучения подразделяются, Вт - 500, 1000, 1500, 3000, 4000, 5000, 6000 и 8000. Как правило, мощность лампы, используемой в копировальной раме, прямо пропорционально связана с размерами облучаемой поверхности;
- по времени достижения рабочего режима лампы - обычные и быстрого запуска. Обычные лампы целесообразно использовать в рамах при интенсивной загрузке в единицу времени формного производства (необходимо изготавливать одновременно большое количество форм, как, например, в газетном производстве) а лампы быстрого запуска - при преимущественно единичных работах (несколько единиц комплектов форм равномерно в течение смены).