

1.2 Технические условия на контроль, сортировку и восстановление распределительных валов.
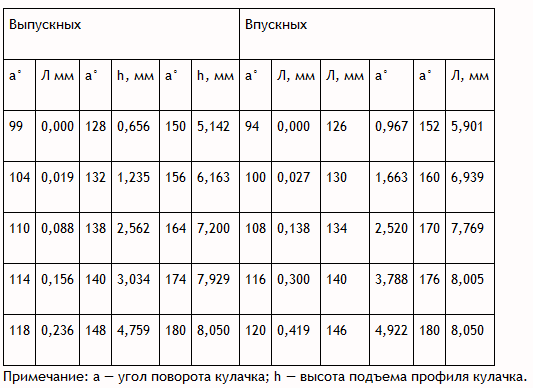
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 2, а размеры кулачков указаны в табл. 1.
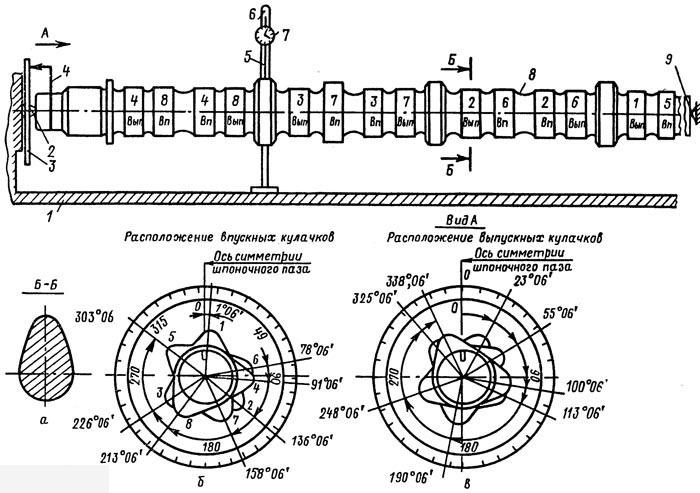
Рис. 2. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительный вал
Последовательность контроля распределительного вала следующая:
п
 роверить
вал на отсутствие трещин и отколов
кулачков;
роверить
вал на отсутствие трещин и отколов
кулачков;радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
к
 улачков
по высоте;
улачков
по высоте;цилиндрической части кулачков;
передней и средней шеек;
задней шейки.
Таблица 1. Размеры кулачков распределительного вала КамАЗ-740
Распределительные валы, не удовлетворяющие требованиям технических условий, подвергаются восстановлению.
1.3 Анализ дефектов деталей.
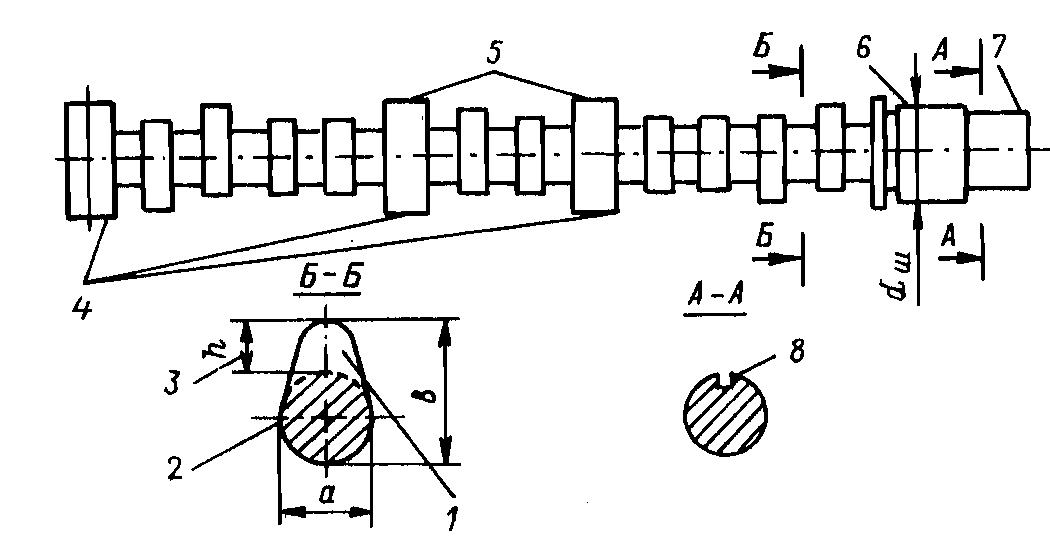

Таблица 2. Карта дефектации детали.
Возможные дефекты |
Способ установления дефекта и средства контроля |
Размер, мм |
Рекомендации по устранению дефектов |
||
по рабочему чертежу |
допустимый без ремонта |
||||
— |
Трещины |
Дефектоскоп |
— |
— |
Браковать при отколах более 3 мм |
1 |
Отколы по торцам вершин кулачков |
Штангенциркуль 1-125-0,10 |
— |
— |
То же |
2 |
Уменьшение цилиндрической части кулачков |
Скоба 36,00 |
в=8,05±0,1 а=37±0,05 |
в=7,9 а=36,00 |
Шлифовать по копиру, браковать при уменьшении размера в менее 44,5 мм |
3 |
Износ впускных и выпускных кулачков по высоте h |
|
|
|
То же |
4 |
Износ передней и средней опорных шеек |
Скоба CP 50-75 |
54 |
53,89 |
Шлифовать под ремонтный размер |
Размеры: |
|
|
|
|
|
I |
53,69 |
53 |
53,89 |
|
|
II ремонтный |
53,49 |
53,6 |
53,49 |
|
|
5 |
Погнутость распределительного вала |
Приспособление для контроля погнутости вала |
Биение средних шеек не более 0,025 |
0,04 |
Править |
6 |
Износ задней опорной шейки. |
Скоба CP 25-50 |
42 |
41,93 |
Шлифовать под ремонтный размер |
Размеры: |
|
|
|
|
|
I ремонтный |
41,73 |
41,8 |
41,73 |
|
|
II ремонтный |
41,53 |
41,6 |
41,73 |
|
|
7 |
Износ шейки под шестерню |
Скоба 35,01 |
35 |
35,01 |
Осталивать |
8 |
Износ шпоночного паза |
Калибр 5 |
5 |
5 |
Фрезеровать новый паз под углом 180° к изношенному |
 ремонтный
ремонтный