

5. Гибкие производственные модули (гпм) для обработки корпусных деталей.
Гибкий производственный модуль (ГПМ) — система, состоящая из единицы технологического оборудования (обрабатывающий многооперационный центр), оснащенная устройством числового программного управления (УЧПУ) и средствами автоматизации технологического процесса (автоматическая смена инструмента и заготовок), которая автономно функционирует и ее можно встраивать в систему более высокого уровня. В модуль может входить обрабатывающий многооперационный центр с роботизированной или манипуляторной сменой инструмента и заготовок, имеющий возможность интеграции в погрузочно-разгрузочную и транспортно-накопительную системы, контрольно-измерительную систему и возможность управления от ЭВМ верхнего уровня.
К основным техническим характеристикам ГПМ относятся:
1) Класс точности(П—повышенной точности; В—высокой точности; А—особо высокой точности, С—особо точные (прецизионные)),
2) Технический уровень числового программного устройства (УЧПУ)( по индексами, входящими в наименование модели станка: Ф1 – станки с цифровой индикацией (в том числе с предварительным набором координат); Ф2 – станки с позиционными и линейной интерполяцией по двум координатам; Ф3 – станки с контурными прямолинейными и криволинейными системами интерполирования одновременно по трем координатам; Ф4 – станки с универсальной системой управления для позиционно-контурной обработки по 4-м координатам и более).
Важнейшие технические характеристики модуля:
Для вертикальных сверлильно-фрезерно расточных станков:
- наибольший диаметр сверления, максимальное число оборотов шпинделя, скорость быстрых перемещений, время смены инструмента от стружки до стружки и размеры стола .
Для горизонтальных расточных станков:
- диаметр расточного шпинделя, максимальное число оборотов шпинделя, скорость быстрых перемещений, время смены инструмента от стружки до стружки и размеры стола.
Основные требования к конструкции ГПМ.
ГПМ требуют высокой точности позиционирования по осям, при дискретности отсчета перемещения 1 мкм для большинства станков, а в базовом исполнении, точность позиционирования по осям должна быть не менее +/- 5 мкм. по европейским стандартам VDI. Наши стандарты менее жесткие и зависят от моделей станков и их габаритов и колеблются для, сравнимых вариантов для станков, например, сверлильно-фрезерно-расточных в пределах +/-7-10мкм.
6. Подсистема интегрированного контроля за качеством продукции в гпс. . Интегрированный контроль за качеством процесса механической обработки.
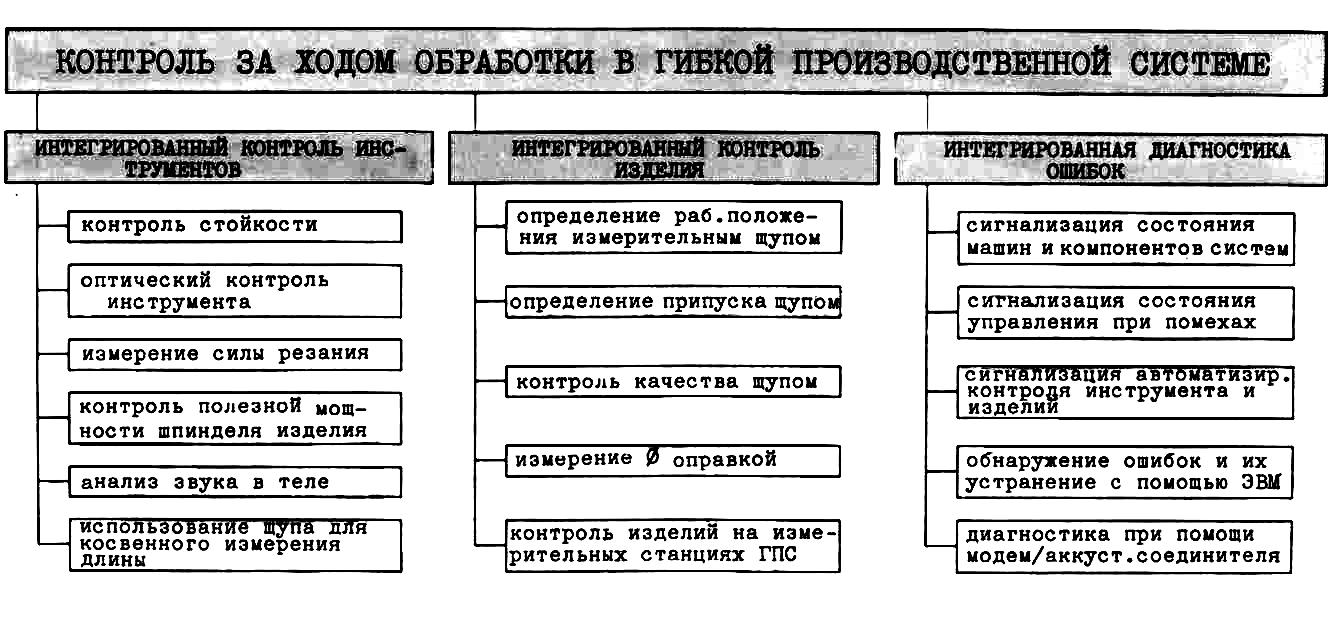
Работа ГПС с периодами производства, требующими лишь незначительное количество персонала, требует всеобъемлющего контроля, в него входит (рис. 6.32):
1. Контроль за инструментами, участвующими в сверлильных и фрезерных операциях,
2. Измерение заготовок в рабочем помещении машины перед их обработкой,
контроль качества изготовленных деталей,
3. Функциональный контроль и диагностика ошибок отдельных компонентов системы.
Контроль за компонентами системы позволяет своевременно обнаружить причины, вызвавшие останов или брак, и принять меры по их устранению с целью повысить готовность системы.
Работа ГПС в периоды производства при безлюдном или малолюдном обслуживании (третья смена) требует объемлющего контроля, в который входит:
1.Контроль над инструментами, участвующими в сверлильных и фрезерных операциях,
2. Измерение заготовок в рабочей зоне станка перед их обработкой,
3. Контроль количества изготовленных деталей,
4. Функциональный контроль и диагностика ошибок отдельных компонентов системы.
5. Визуальный контроль с помощью установленных непосредственно в зоне обработки детали видеокамер.
Для прецизионных измерений предназначены системы с абсолютным измерением, работающие независимо от измерительной системы станка.
Для измерения отверстий используются специальные контрольные оправки. Особые преимущества создают при этом контрольные оправки с измерительными системами ощупывания, поскольку с их помощью можно установить отклонения в микронах, что дает возможность подлежащий регулированию сверлильный инструмент откорректировать с соответственной точностью.
В настоящее время предлагаются измерительные машин в качестве автономных измерительных ячеек полностью интегрированных в технологический процесс, которые в автоматическом режиме по программе заданной в УЧПУ машины производят необходимые измерения.